
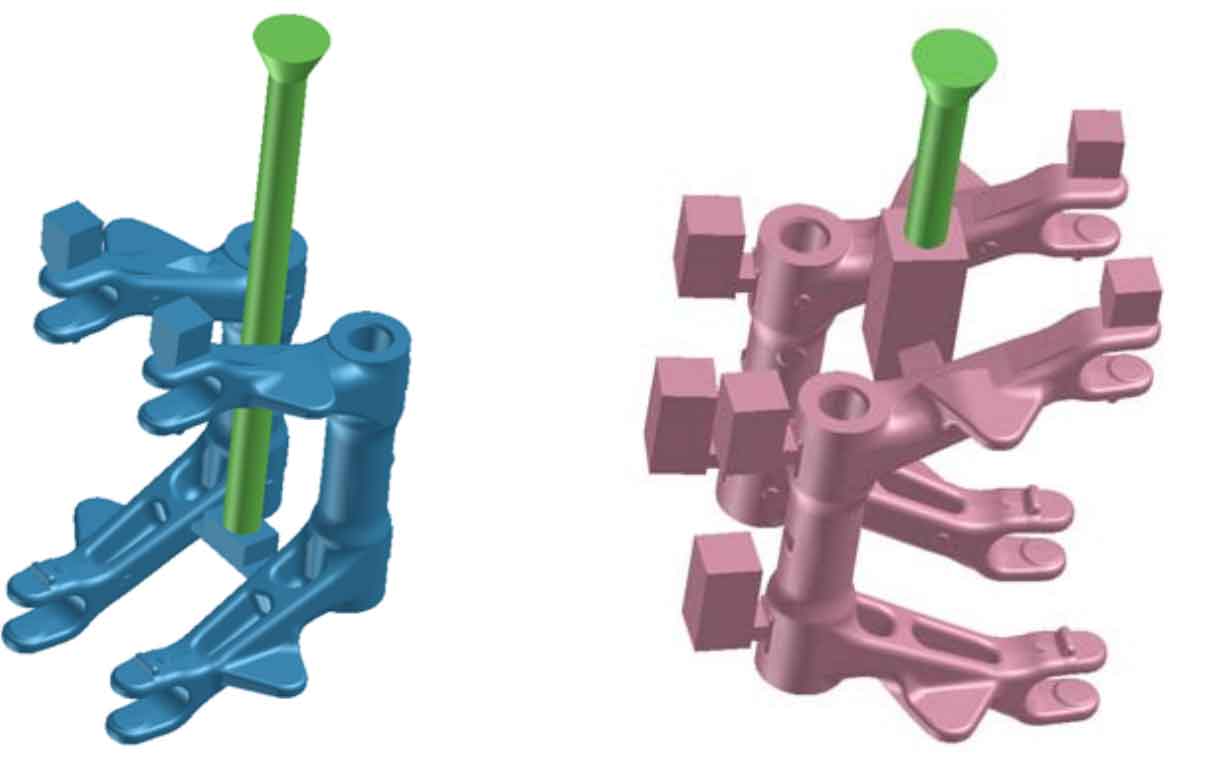
The powerful surface function of UG is used to carry out three-dimensional modeling of complex long forks. The feature modeling function is used to design and model the gating system, riser and sand mold, assemble them and export Parasolid format documents (* x-t format documents) as a whole. When molding, the hollow parts such as hollow runner and gate cup should be combined into one body. The foam parts of ductile iron, such as long fork, riser, solid runner and so on, can be combined into one body. The two nodular cast iron long fork assembly process is assembled as shown in the picture. The lost foam casting scheme of “one out of two” makes the layout of nodular cast iron long fork axisymmetric. In order to reduce the time of grid processing and simulation calculation, we cut the model from the middle surface of the model, take one-half of the model for analysis, and add symmetrical noodles in the subsequent precast pretreatment.
The geometry file exported from UG is imported into the latest mesh processor visual mesh of ProCAST. After geometric inspection, geometric cleaning and repair, the appropriate face mesh can be divided. The length of face mesh can be selected by region. Generally speaking, the larger face takes the longer mesh length and the smaller face takes the smaller mesh length. Try to reduce the number of meshes on the premise of meeting the calculation requirements and improve the efficiency of mesh processing and subsequent calculation. When the flow field needs to be calculated, it is best to ensure that there are three layers of grids on each surface of the pouring area, and at least one layer of grids. For lost foam casting, it is also necessary to ensure that the surface grid length in the pouring area is less than the value of burnzone. After the surface mesh is generated, the tetrahedral mesh can be further automatically generated after automatic inspection and repair. After the volume mesh is generated, the redundant part can be removed. After the check is correct, the * mesh format document can be exported, and the volume mesh model is completed.
Generally speaking, the quality of the surface mesh is good, and the generated volume mesh will not have quality problems, and the quality of the surface mesh is directly affected by the quality of the geometric model. Therefore, the quality of the geometric model is directly related to the completion of the mesh model. In the geometric modeling stage, special attention should be paid to the modeling logic to minimize the occurrence of broken surfaces, intersecting surfaces, overlapping surfaces, etc, Before surface meshing, special attention should be paid to removing small features such as sharp corners and rounded corners in the geometric model to simplify the model.
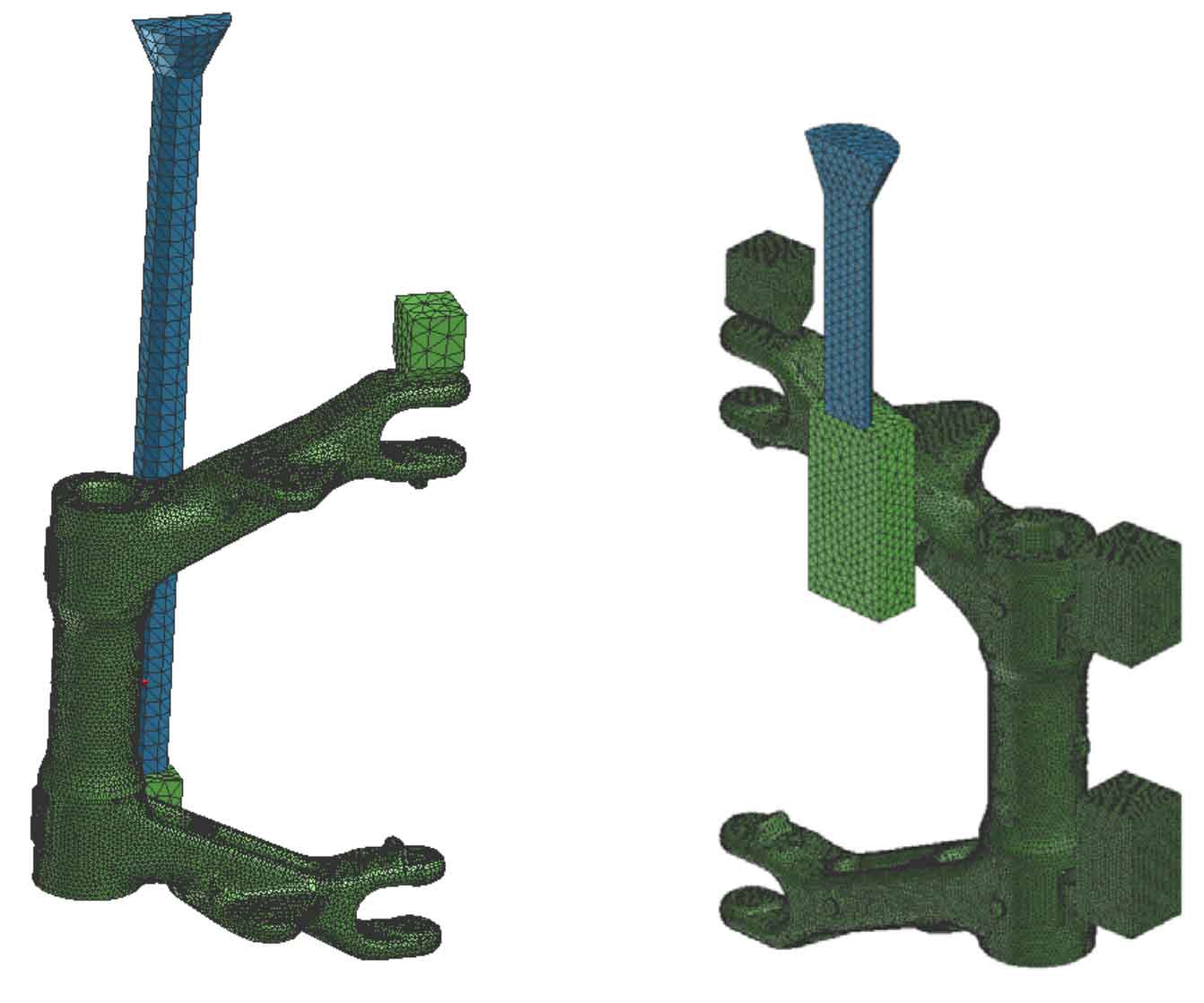
The grid division of the trial production process adopts the principle of variable grid length control. For the long fork of nodular cast iron, the thickness changes greatly and the surface is complex. Selecting a smaller grid length can get more realistic results, and the grid length used is 4mm; The shape of gating system and riser is regular and the thickness is large, so a large grid length can be selected, and the grid length used is 15mm; The length of sand mold mesh is 100mm. Finally, the grid model is shown in the figure.