
Friction and wear tests were carried out on three gray cast iron samples annealed at 700 ℃, 800 ℃ and 900 ℃ respectively. The wear amount under 20n load is shown in the table. The minimum wear amount of gray cast iron samples annealed at 700 ℃ is 0.293g. With the increase of annealing temperature to 800 ℃, the wear amount of gray cast iron samples increases to 0.321g, After annealing at 900 ℃, the wear amount of gray cast iron sample increases significantly, reaching 0.347g, and the wear resistance is poor. The increase of wear rate of three kinds of gray cast iron samples is in good agreement with the friction coefficient of the material.
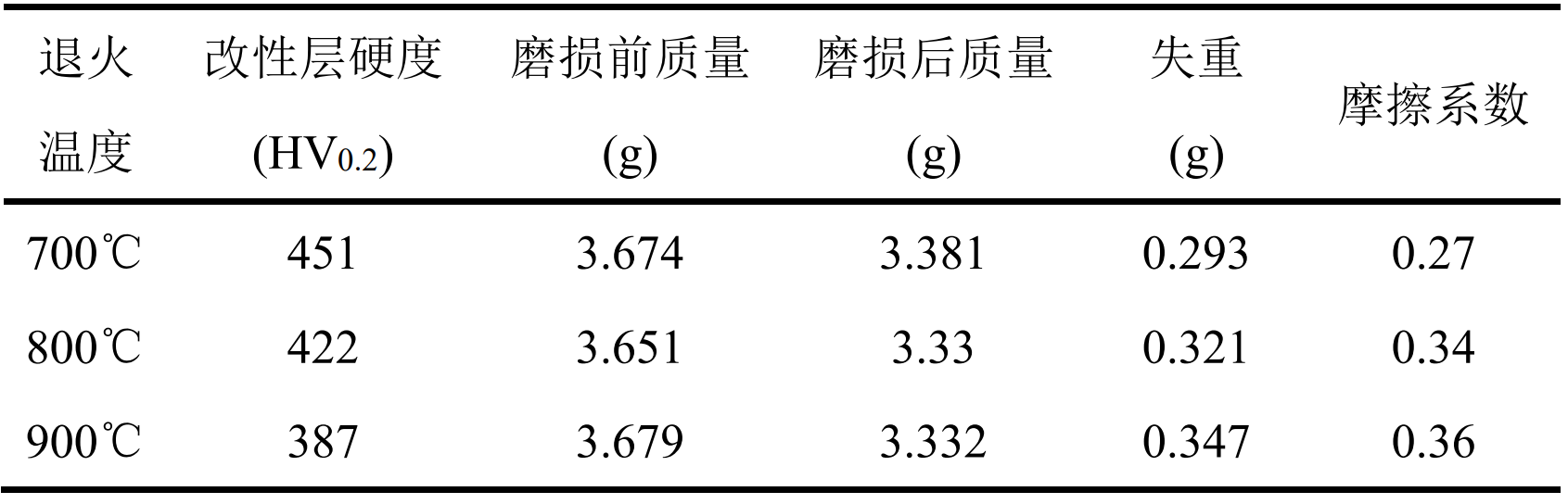
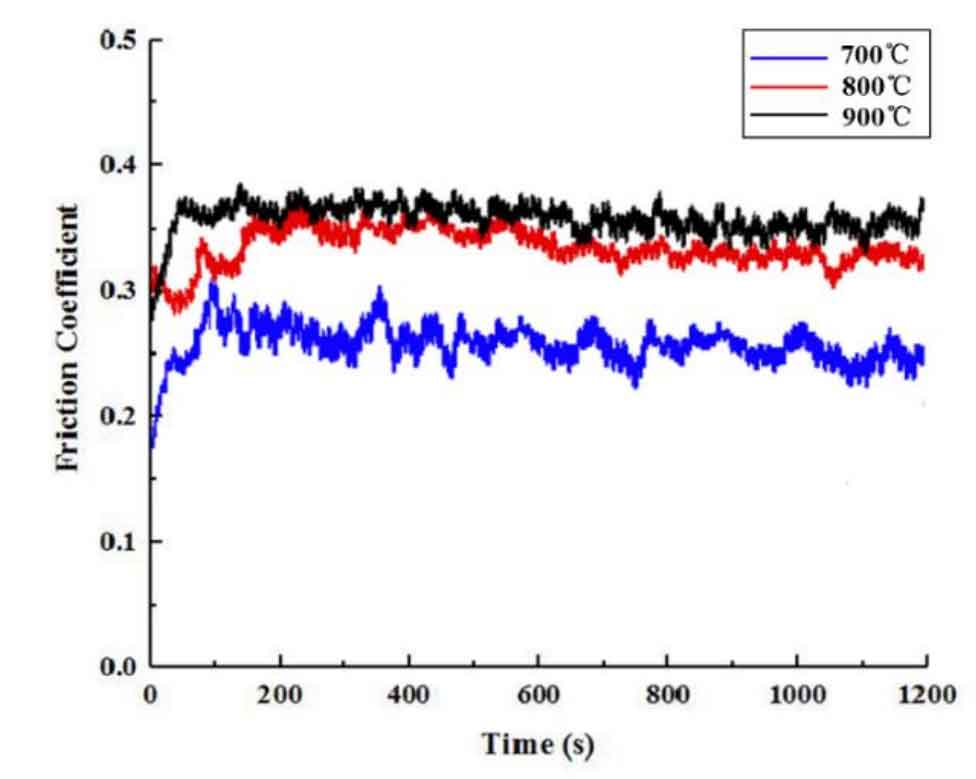
The variation of friction coefficient is shown in Figure 1. When the annealing temperature is 700 ℃, the lowest friction coefficient is about 0.27. With the increase of annealing temperature, the friction coefficient gradually decreases. When the annealing temperature is 900 ℃, the friction coefficient is the largest, and the average friction coefficient is 0.36. The minimum friction coefficient of annealed gray cast iron sample at 700 ℃ is 0.27. However, the friction coefficient of annealed gray cast iron samples fluctuates greatly at 700 ℃, while the friction coefficient of the other three groups of gray cast iron samples changes more smoothly. The analysis reason is that when annealed at 700 ℃, the graphitization of the melting layer is incomplete, there are still a large number of undissolved cementite and secondary precipitated carbide in the structure, and the hardness of the matrix structure is low, In the process of abrasive wear, the matrix is easy to deform after being extruded by unmelted cementite, and the plasticity of cementite is poor. It is easy to deform and peel off under the pressure on the wear couple. The stripped surface makes the abrasive squeeze in, resulting in the increase of friction coefficient.
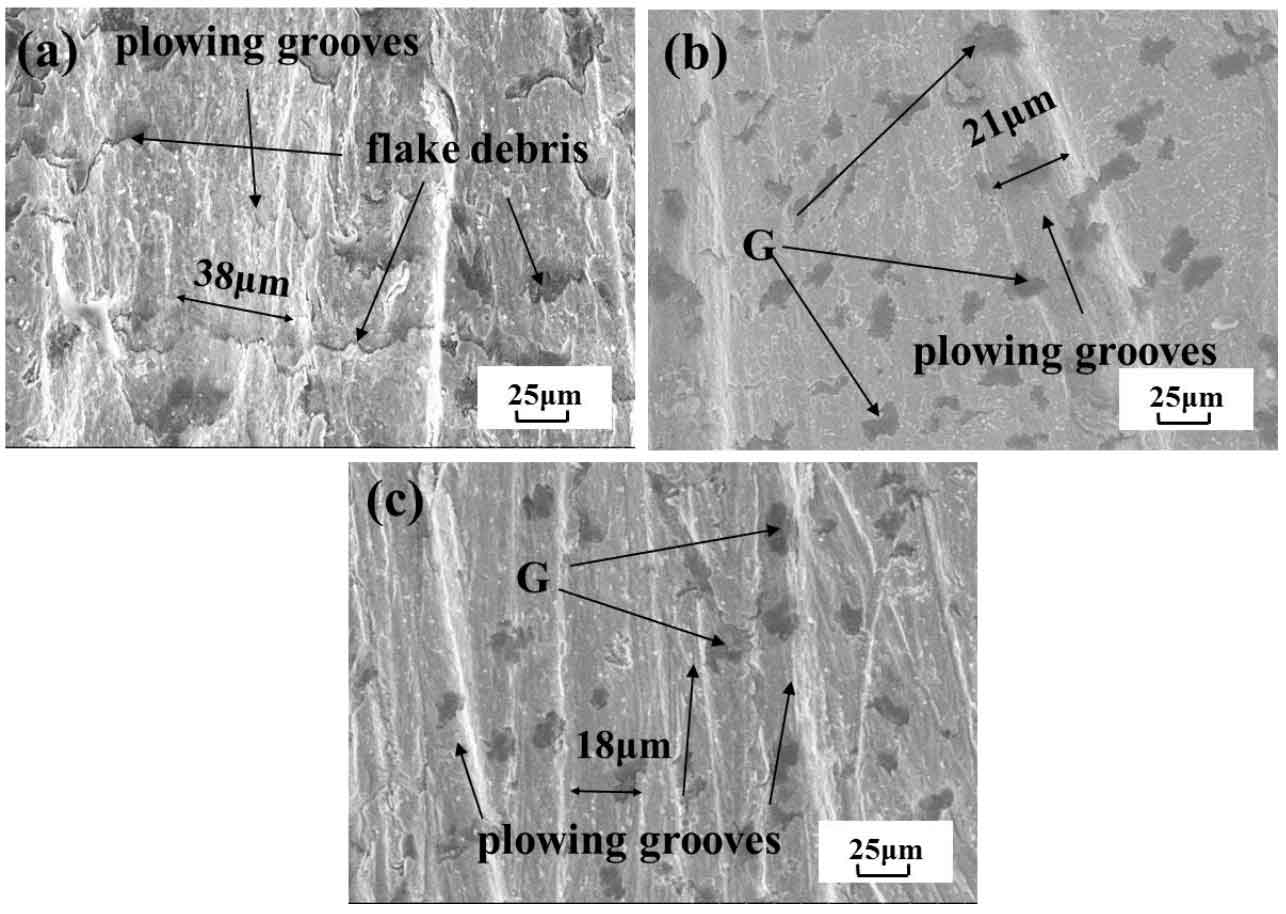
Figure 2 shows the surface wear morphology of three annealed gray cast iron samples at 700 ℃, 800 ℃ and 900 ℃. Due to the low hardness of the modified layer after annealing and the high hardness of the wear couple, there is an obvious abrasive wear mechanism on the surface of the gray cast iron sample. For example, figure 2 (a) shows the wear morphology of the 700 ℃ annealed gray cast iron sample. A large number of obvious furrows can be observed on the surface of the gray cast iron sample, And the depth of the furrow is deep, and there are a large number of peeling marks on the furrow. Because the annealing temperature is low, there are still a large number of insoluble carbides in the modified layer after annealing. Due to the softening of the surrounding structure of carbides after annealing, the cementite has a serious extrusion on the surrounding matrix during abrasive friction, resulting in a large number of peeling and tearing on the surface. As shown in Figure 2 (b), the wear morphology of the 800 ℃ annealed gray cast iron sample shows that the scratch on the surface of the gray cast iron sample is the least and the furrow formed is shallow. Due to the finer ferrite grain after annealing, the toughness of the modified layer is improved. At the same time, the sheet cementite is decomposed into fine cementite particles, which are dispersed between the ferrite matrix and hinder the dislocation movement of the grain, The ability of ferrite matrix to resist plastic deformation is improved. When the temperature on the surface of gray cast iron sample increases during friction, the ferrite matrix softens and reduces the plastic deformation during friction. It can be seen from the figure that there are graphite holes on the wear surface. During the wear process, the dispersed flocculent graphite is dispersed on the surface of the modified layer and plays a good role in lubrication. As shown in Fig. 2 (c), the wear morphology of 900 ℃ annealed gray cast iron sample shows that there are many furrows on the surface of gray cast iron sample and the wear surface is uneven, because after 900 ℃ annealing, the modified layer is completely graphitized and precipitated, which increases the amount of graphite in the melting layer, and the higher annealing temperature makes the ferrite grain grow coarsely, resulting in the lower hardness of the modified layer. In the process of friction, The abrasive chiseling effect is obvious, resulting in more scratches and serious wear on the surface of gray cast iron samples.