
Through the calculation of niyama function value, the cniyama value at point 4 far away from the casting riser and end chilling zone is 1.05, which is less than the 1.1 critical value of large steel castings. Therefore, shrinkage cavity and porosity casting defects will occur in the area of point 4 during the casting process. By improving the casting process to change the cniyama value, the problem of shrinkage cavity and porosity casting defects can be solved.
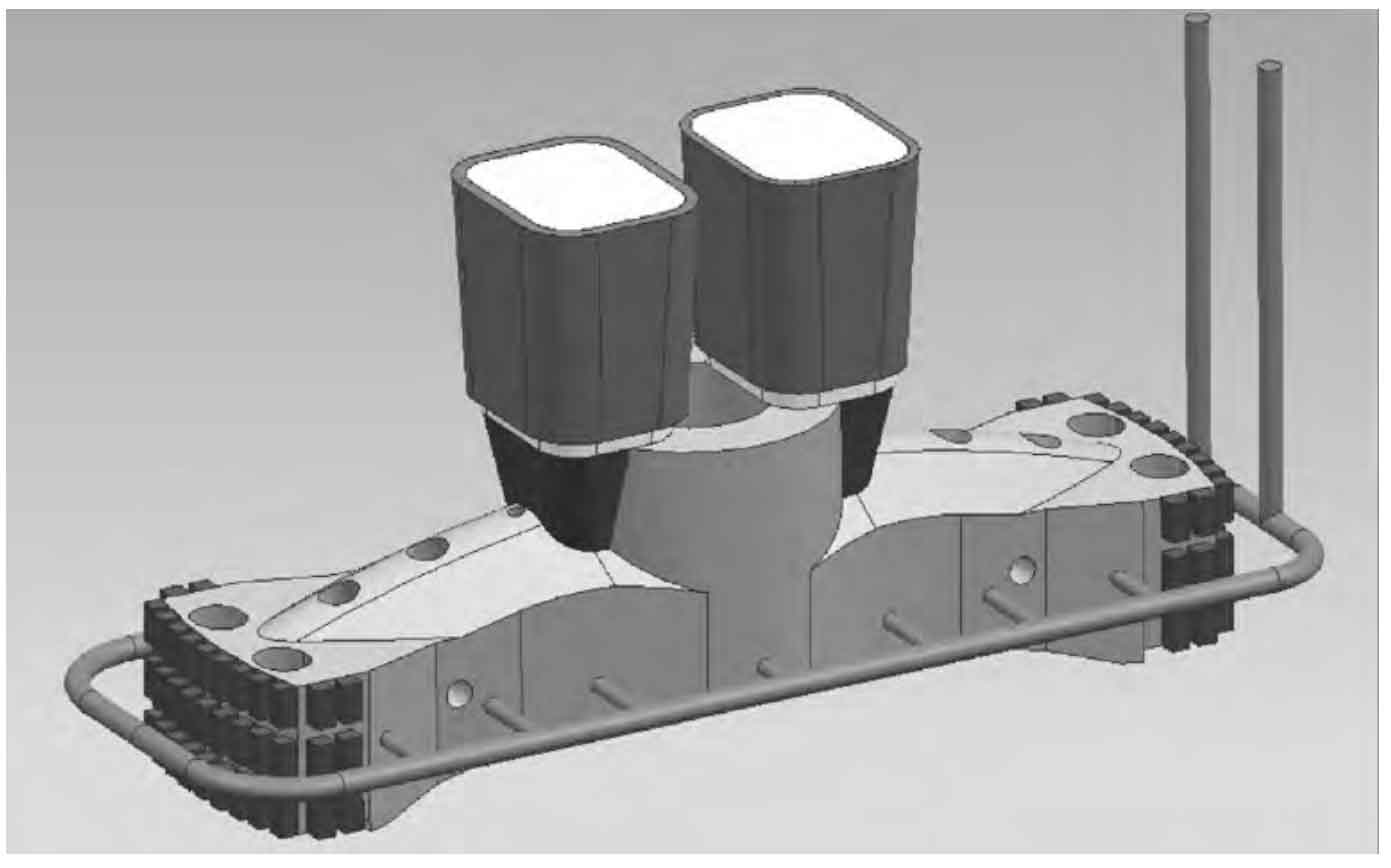
In the original casting process of the casting, the feeding area of the riser to the casting did not reach the position node 4, so the cniyama value of the casting should be changed by extending the feeding distance of the riser. Adding subsidies at the bottom of the heating riser can increase the feeding distance of the riser. The subsidy starts from the bottom of the riser and extends to the end arm of the casting, which can not only increase the vertical feeding distance of the riser, but also increase the feeding distance in the horizontal direction. No riser is added at the top of the front and rear end faces of the casting, and it is not directly connected with the end arm of the casting, so no subsidy is added. The new casting process is shown in Figure 1.
According to the pouring experiment and three-dimensional model analysis, the additional subsidy weight in the new process of the beam of the rotary crusher is 1.24 t. The yield of the original process is 68%, and the yield of the new process is 66%. Although it is reduced by 2%, the quality of the casting has been improved.
According to the riser feeding efficiency formula:
In the formula: η Is the feeding efficiency of riser; VR is the initial volume of riser, m3; VRE is the residual volume of riser, m3. The initial volume of riser is calculated as VR = 1.64m3; After solidification and cooling of the casting, the residual volume of the riser is obtained by wire cutting: VRE = 1.148m3. The feeding efficiency of riser is calculated to be 30%.
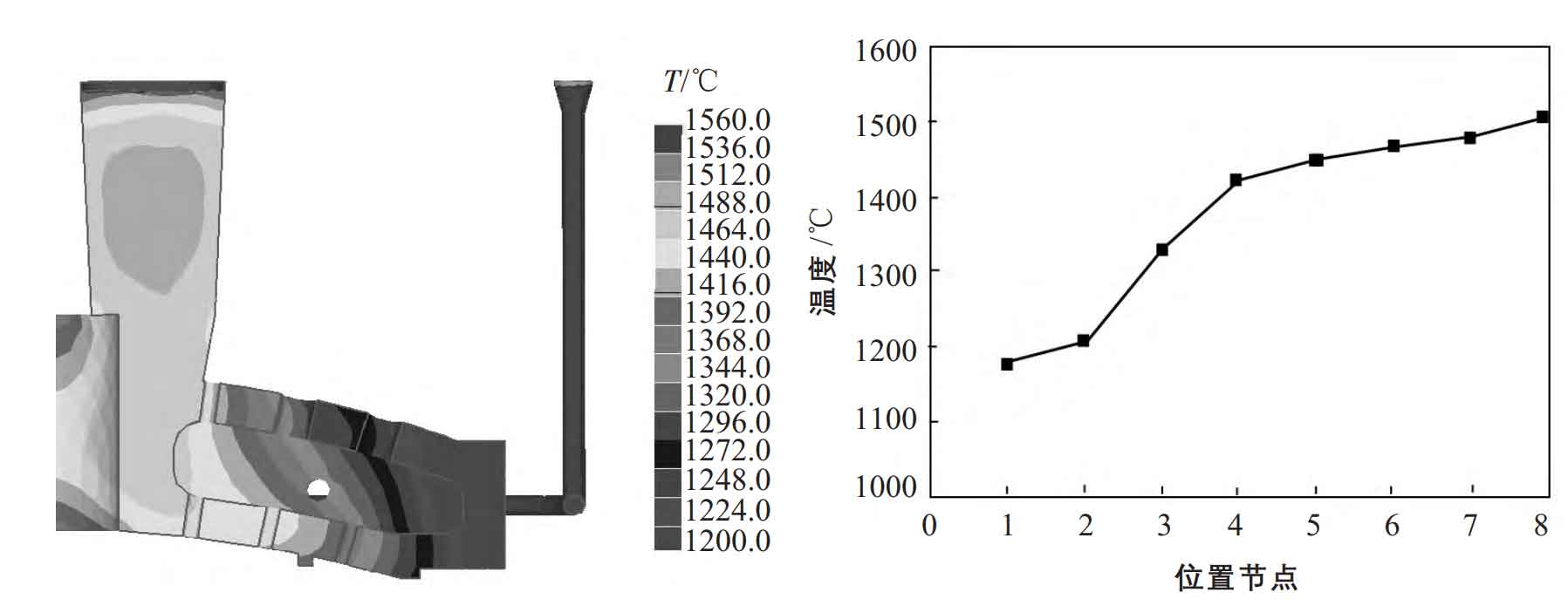
In the improved casting process, the original 8 positions are still selected, and the temperature field is simulated by ProCAST software. According to the simulation results, it takes about 15000 s to reach the end of solidification temperature at points 3, 4 and 5. Fig. 2 (a) shows the temperature cross-section of 1 / 4 casting cooling for 15000 s after pouring, and Fig. 2 (b) shows the temperature connection curve of 8 nodes at that time. It can be seen from Fig. 2 (a) and (b) that a positive temperature gradient is formed between the end point away from the riser and the riser.
Through the simulated temperature gradient and the temperature change speed of each point near the solidification temperature, the cniyama values of each point of the improved casting process are calculated, as shown in the table.
| Point | Temperature 1 / ℃ | Temperature 2 / ℃ | Temperature difference / ℃ | Time difference / min | Cooling rate r1/2/ (℃ 1/2/min1/2) | Temperature gradient g / (℃ / cm) | G/R1/2/(℃1/2min1/2cm-1) |
| 1 | 1508 | 1432 | 76 | 98.73 | 0.88 | 3.74 | 4.25 |
| 2 | 1520 | 1439 | 81 | 114.25 | 0.84 | 2.97 | 3.54 |
| 3 | 1527 | 1445 | 82 | 154.94 | 0.73 | 1.64 | 2.25 |
| 4 | 1513 | 1425 | 88 | 254.37 | 0.59 | 0.83 | 1.41 |
| 5 | 1523 | 1408 | 115 | 422.13 | 0.52 | 1.26 | 2.42 |
| 6 | 1536 | 1443 | 93 | 1397.00 | 0.26 | 0.73 | 2.81 |
| 7 | 1519 | 1428 | 91 | 1733.75 | 0.23 | 0.44 | 1.91 |
| 8 | 1528 | 1449 | 79 | 1896.57 | 0.20 | 0.29 | 1.45 |
Through ProCAST simulation and the calculation of niyama criterion function, the improved process of casting can produce a positive temperature gradient from the end far from the riser to the riser area in the casting process. The cniyama value at point 4 increases from 1.05 ℃ 1 / 2min1 / 2cm – 1 to 1.41 ℃ 1 / 2min1 / 2cm – 1, which is higher than the critical value of large steel castings of 1.1 ℃ 1 / 2min1 / 2cm-1. Therefore, in the casting process, the casting will not produce shrinkage cavity and porosity casting defects.