
The size of ball mill liner in lost foam casting should consider the factors such as convenient handling, loading and unloading and access to the grinding door. In recent years, the size of lost foam casting ball mill liner has been unified. The whole lost foam casting ball mill liner is 500mm long, 314mm wide, 40 ~ 50mm thick and about 45 ~ 55kg in mass. In lost foam casting, because the size of the casting itself is small and the wall is thin, the riser cannot be added to the casting. Avoid increasing the stress of the casting due to the riser, resulting in the deformation of the casting. Therefore, adopting the method of top pouring and sharing the pouring and riser can make the casting get effective feeding to the greatest extent.
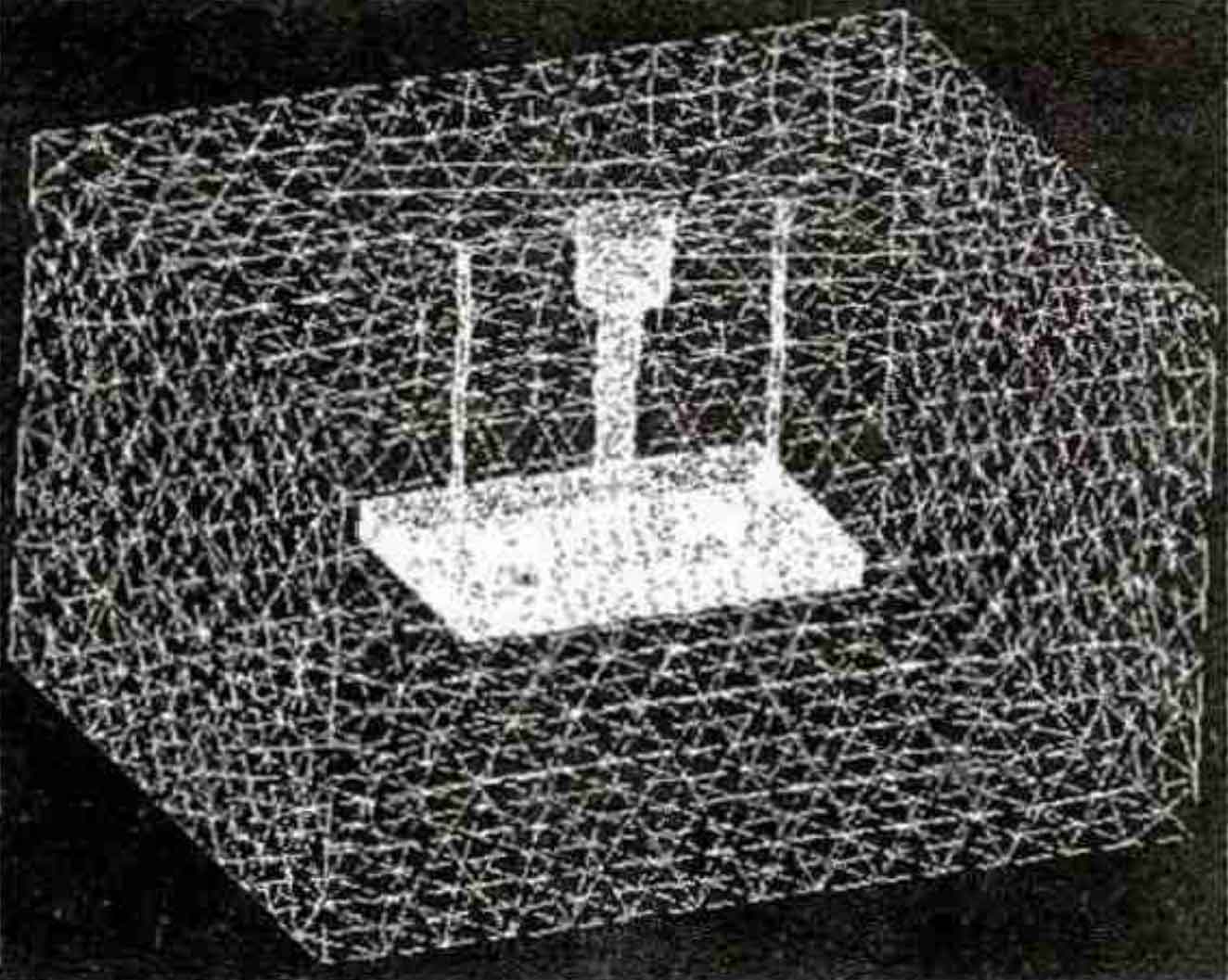
Due to the small size and thin wall of the casting itself, a riser cannot be added to the casting. Therefore, the method of top pouring with the integration of pouring and riser is adopted. Figure 1 shows the mesh file of the original pouring process. Fig. 2 is the defect diagram of shrinkage porosity and shrinkage cavity of the original casting.
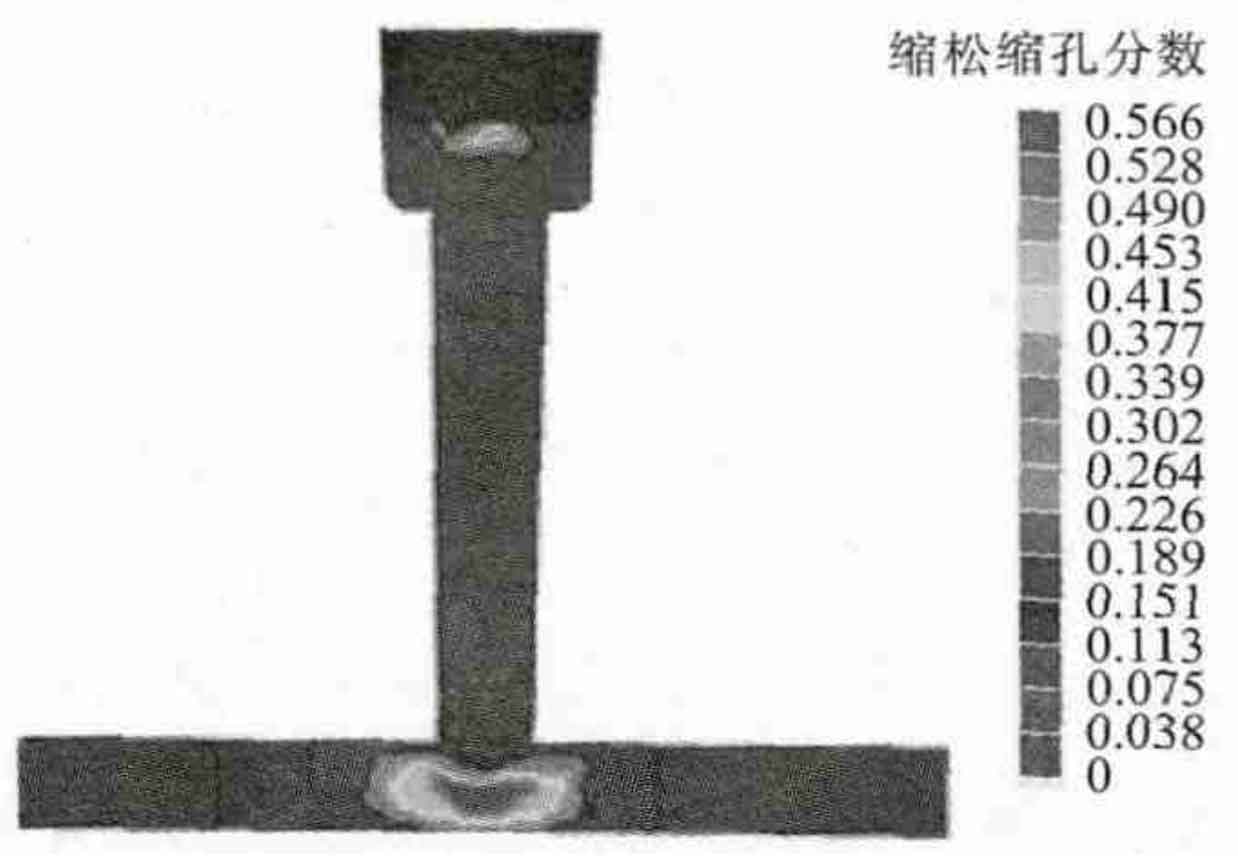
From the simulation results, the shrinkage porosity and shrinkage cavity in the original pouring process are serious, especially in the casting face. In order to eliminate the defects of shrinkage porosity and shrinkage cavity and effectively increase feeding, feeding is carried out by changing different riser positions. The distribution diagram of shrinkage porosity and shrinkage cavity of the improved casting is shown in Fig. 3.
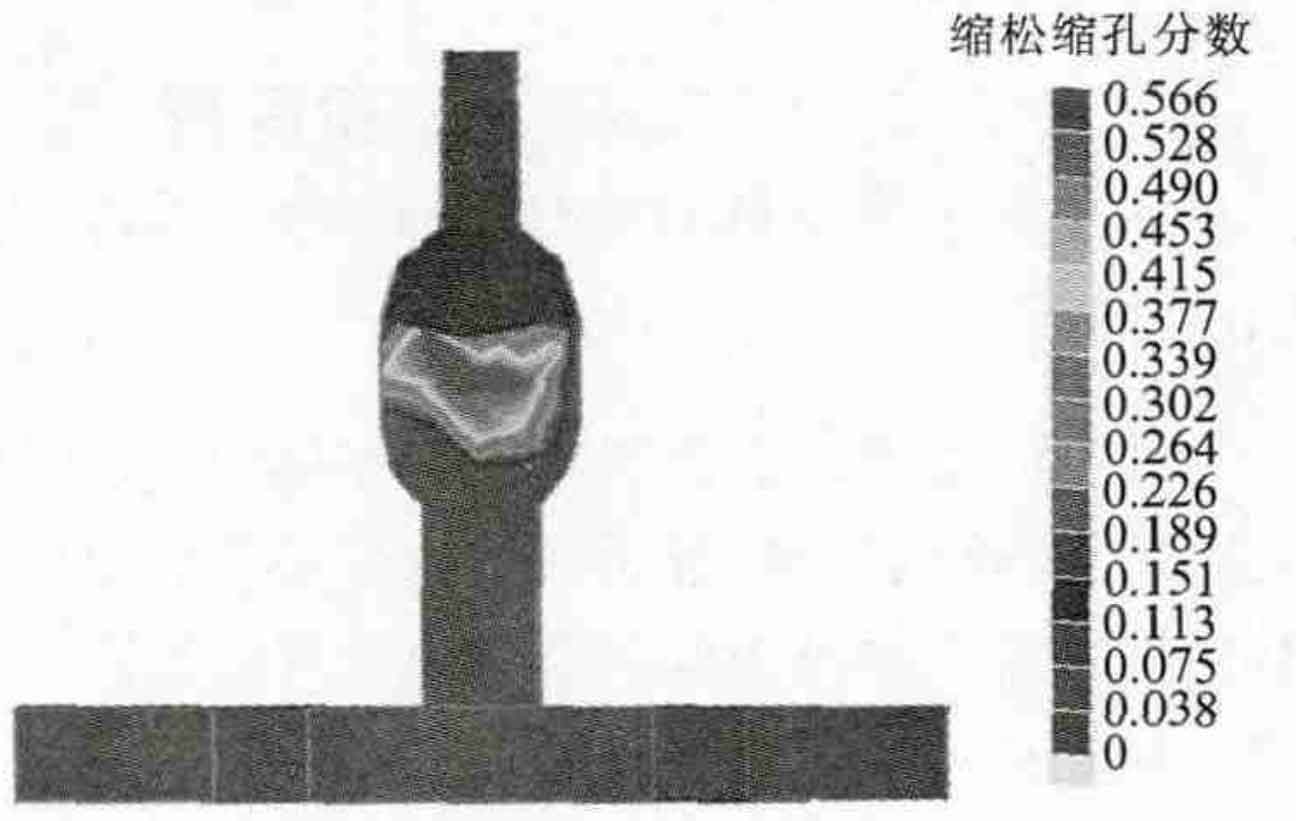
The design of different riser positions plays a certain role in the feeding of shrinkage cavity defects . Figure 2 shows that the riser and gate are shared. There are a large number of shrinkage defects in the sprue and the contact between the liner plate of lost foam casting ball mill and the sprue. Because the sprue diameter is small, the upper layer of the sprue solidifies first, resulting in a large amount of liquid accumulation at the contact part, high temperature and poor heat dissipation, and it is difficult for the metal liquid to flow down to supplement the liner plate of lost foam casting ball mill, resulting in a large number of defects at the contact part between the liner plate of lost foam casting ball mill and the sprue mouth. Fig. 3 add a riser neck at the lower end of the riser. During solidification, the feeding channel of the riser neck is unblocked. Transfer the shrinkage and shrinkage parts from the working surface of the liner plate of the lost foam casting ball mill to the maximum area of the riser, completely eliminate the shrinkage of the working surface of the liner plate of the lost foam casting ball mill, and better optimize the casting. This shows that the feeding effect of castings is very good. Lost foam casting ball mill.