

Fig. 1 and Fig. 2 show the microstructure of as cast ZGMn13 and zgmn17 lost foam casting liner samples, respectively. It can be seen that the matrix of lost foam casting liner is austenitic structure, the grain is coarse as a whole, and the diameter is 200 ~ 600 μ M. There are a large number of carbides and a small amount of pearlite at the grain boundary. The main type of carbides is (Fe, Mn) 3C, and the shape is needle or network. Compared with Fig. 1 and Fig. 2, it can be found that zgmn17 has higher carbide content, larger grain size and network carbide.
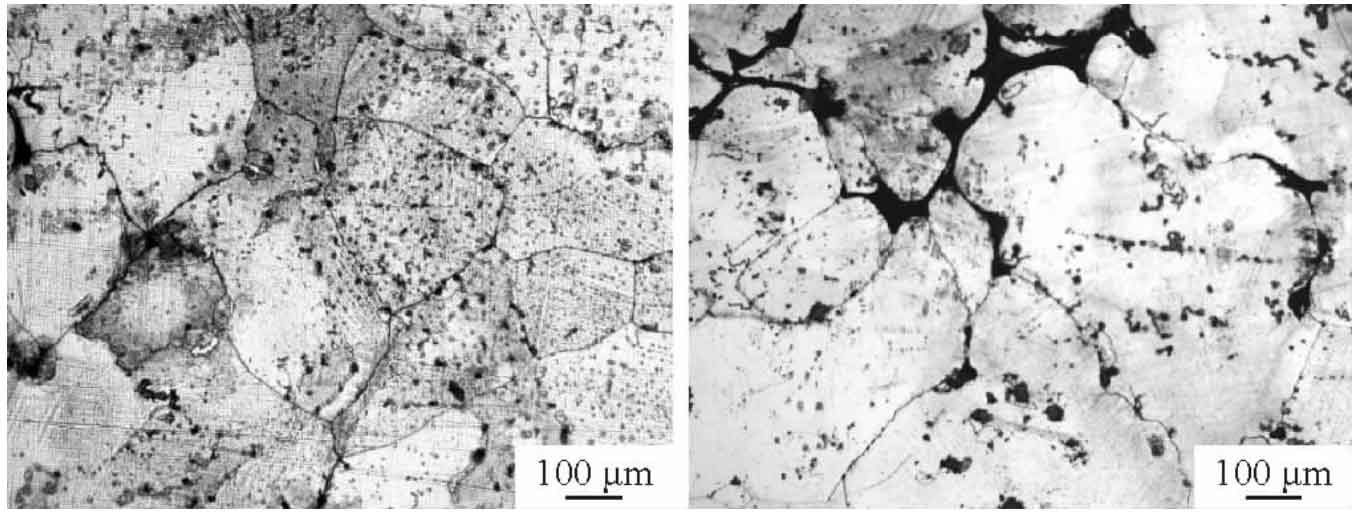
Carbides are mainly distributed at the grain boundary. This is because the cooling rate of molten steel after solidification is too fast, which is much higher than that during equilibrium solidification, which makes part of austenite decompose and form a large number of strip or network carbides, resulting in the reduction of the hardness of lost foam casting lining plate. As a weak carbide forming element in steel, the increase of Mn concentration can promote the production of excess secondary carbides. The content of Mn in zgmn17 is higher than that in ZGMn13, and its grain boundary network carbide content is more, as shown in Figure 3. During pouring, austenite and carbide in the lining structure of lost foam casting are easy to form segregation at the grain boundary, weaken the binding force of grain boundary, reduce plasticity and toughness, and brittle fracture is easy to occur under stress. Therefore, it is necessary to optimize the heat treatment process of lost foam casting liner, especially the water toughening temperature and holding time, speed up the cooling speed (such as adding NaCl into the pool and replenishing low-temperature fresh water in time), shorten the discharge time, ensure that the water inlet temperature of lost foam casting liner is above 950 ℃, refine austenite grains and reduce grain boundary inclusions, Ensure to obtain a single phase to improve the wear resistance of high manganese steel.

Figure 4 shows the microstructure of ZGMn13 high manganese steel lost foam casting liner under different water toughening treatment processes. It can be seen that a large number of network carbides have completely dissolved into austenite. It is found that when the holding temperature is the same, the longer the holding time is, the coarser the grain is. When the holding time is the same, the single-phase austenite structure first increases and then decreases with the increase of water toughening temperature. This is because when the water toughening temperature is 1050 ℃, the grains have not grown completely and are unevenly distributed, and the microstructure is still dominated by austenite + carbide. When the water toughening temperature is 1080 ℃, the grain distribution is uniform, indicating that it has completely grown at this time, and most of the carbides on the grain and grain boundary have been dissolved in austenite, so the content of single-phase austenite increases. When the water toughening temperature is 1130 ℃, some grains are obviously coarse, overheating structure and martensitic transformation occur, resulting in the reduction of single-phase austenite. At the same time, decarburization reaction will occur when the heating temperature is too high, resulting in the decline of mechanical properties of lost foam casting liner.
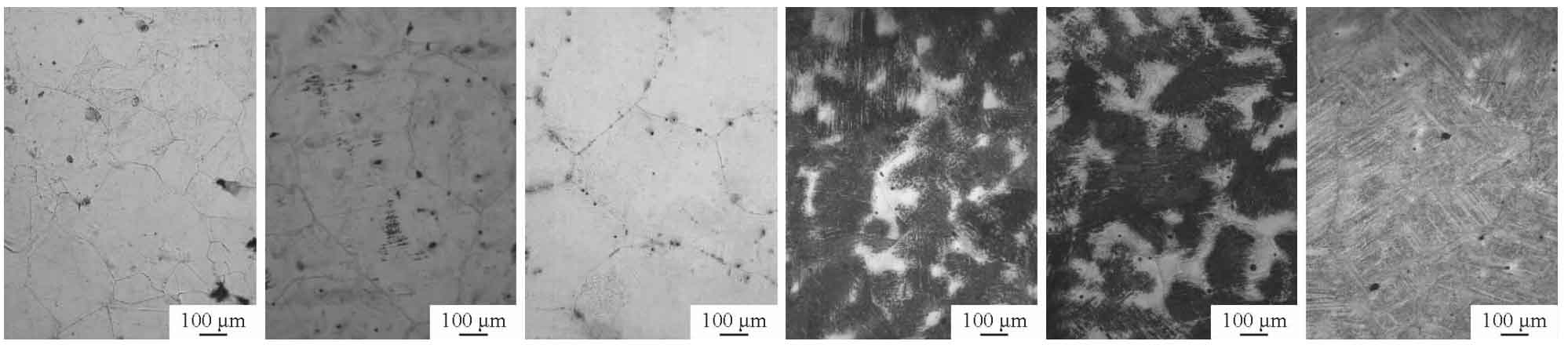
Figure 5 shows the microstructure of zgmn17 ultra-high manganese steel lost foam casting liner under different water toughening treatment processes. It can be seen that the carbides increase obviously after holding for 2h, and are distributed in bands along the grain boundary. The segregation on the grain boundary causes lattice distortion, which weakens the strength between the grain boundaries and reduces the performance of lost foam casting liner. When holding for 1h, almost all the network carbides are dissolved, indicating that the performance of lost foam casting lining plate is better under this holding time. When heated to 1050 ℃, there are still a small amount of network carbides on the grain boundary, and the effect of water toughening treatment is poor; When heated to 1080 ℃, the carbides on the grain boundary gradually become fine, narrow and even disappear, indicating that 1080 ℃ is the ideal water toughening temperature; When heated to 1130 ℃, the grain appears overheated structure and the grain size inside the structure is uneven. According to hall Petch formula, the material strength is low and the mechanical properties of lost foam casting liner are poor.
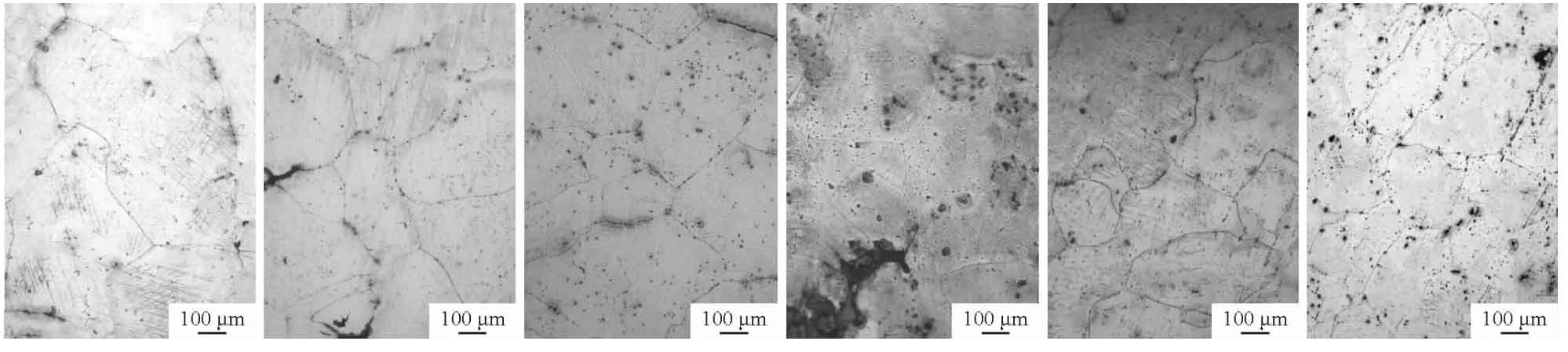
Where, σ Y is the yield strength of the material; σ 0 is the lattice friction resistance caused by dislocation movement; K is the constant related to material type and grain size; D is the average grain diameter.