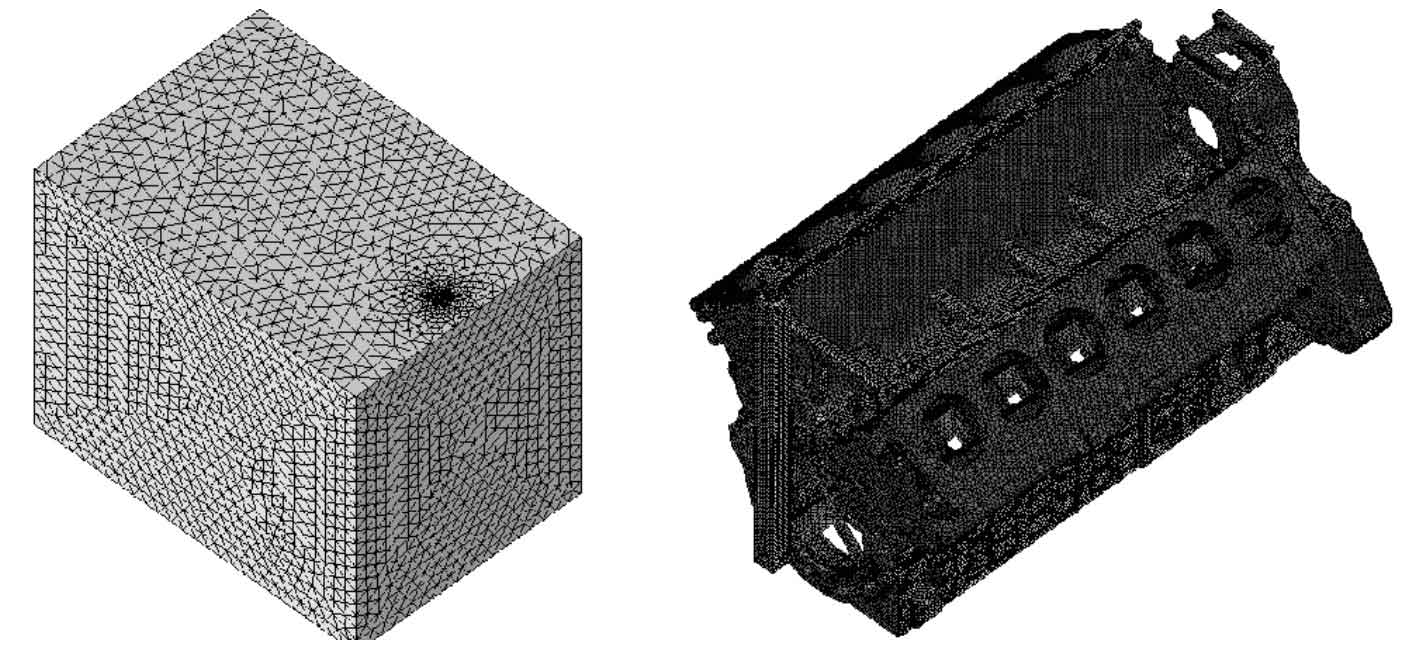
Import the three-dimensional modeling into ProCAST software in x-t format, repair the surface of the parts in mesh module, and then divide the surface grid of the parts. The grid size of cylinder lost foam casting and gating system is 10mm, and the grid size of sand box is 50mm. Then divide the volume grid of the parts, as shown in Figure 1. The whole model has 963619 nodes and 5980057 units.
1. Simulation parameter setting
Set relevant parameters in ProCAST: ① the casting method is lost foam casting; ② The gravity direction is the negative direction of Z axis; ③ Set up lost foam castings, gating system and sand mold materials for cylinder block; 4. The heat transfer coefficient is selected, the heat transfer coefficient between foam and sand is 100W / (m2. K), and the heat transfer coefficient between the cylinder and the sand body is 500W / (m2. K). ⑤ The pouring position is the gate cup, and the cooling mode is air cooling; (6) the special simulation parameter of the lost foam mold: foams: the thermal conductivity of metal and foam through pyrolysis zone is 1W / (M. K).
2. Numerical simulation of original process
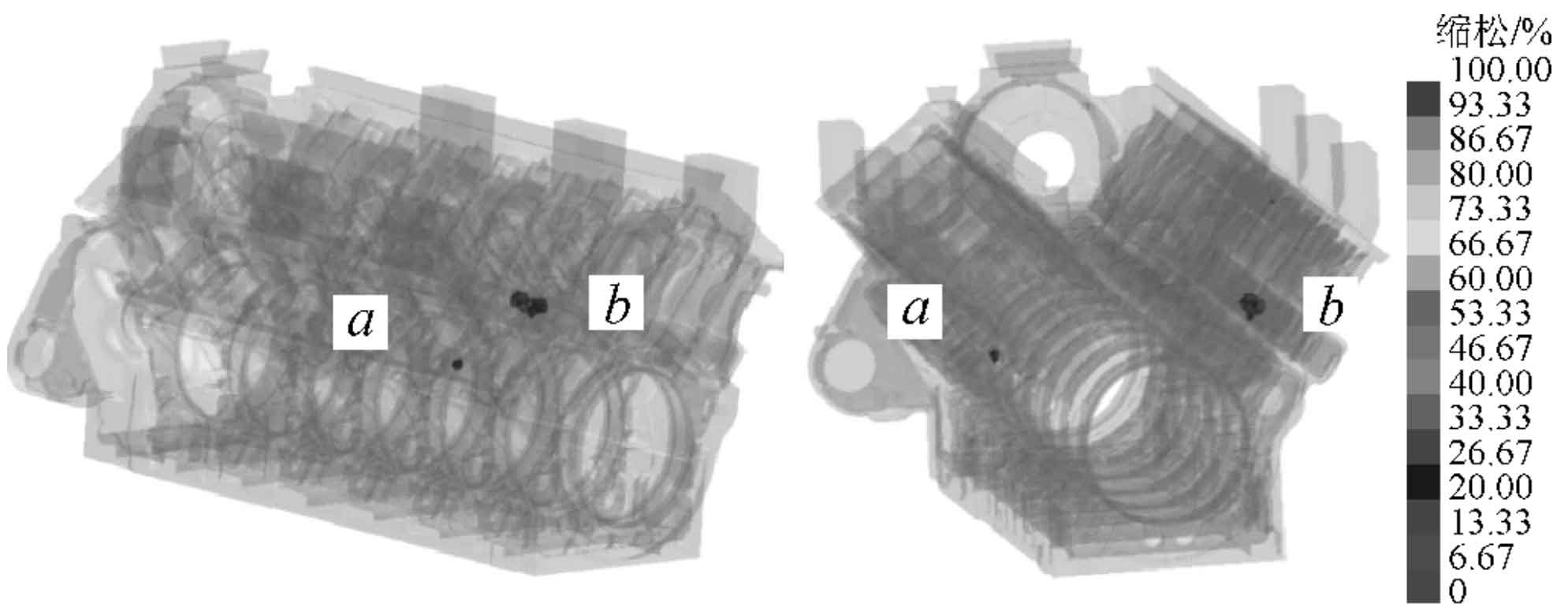
Figure 2 shows the shrinkage porosity and shrinkage cavity defects caused by the original process of lost foam casting of cylinder block. It can be seen that there are 7 shrinkage porosity and shrinkage cavity defects. The reason is that the wall at the V-shape on the outside of the lost foam casting of the cylinder block is thick, the liquid metal solidification is slow, and it is easy to produce hot spots. The sum of liquid shrinkage and solidification shrinkage of the liquid metal is greater than its solid shrinkage. At this time, small holes will be generated, and the holes will be isolated without liquid metal feeding, and shrinkage porosity and shrinkage will occur when they are completely solidified Shrinkage defect.
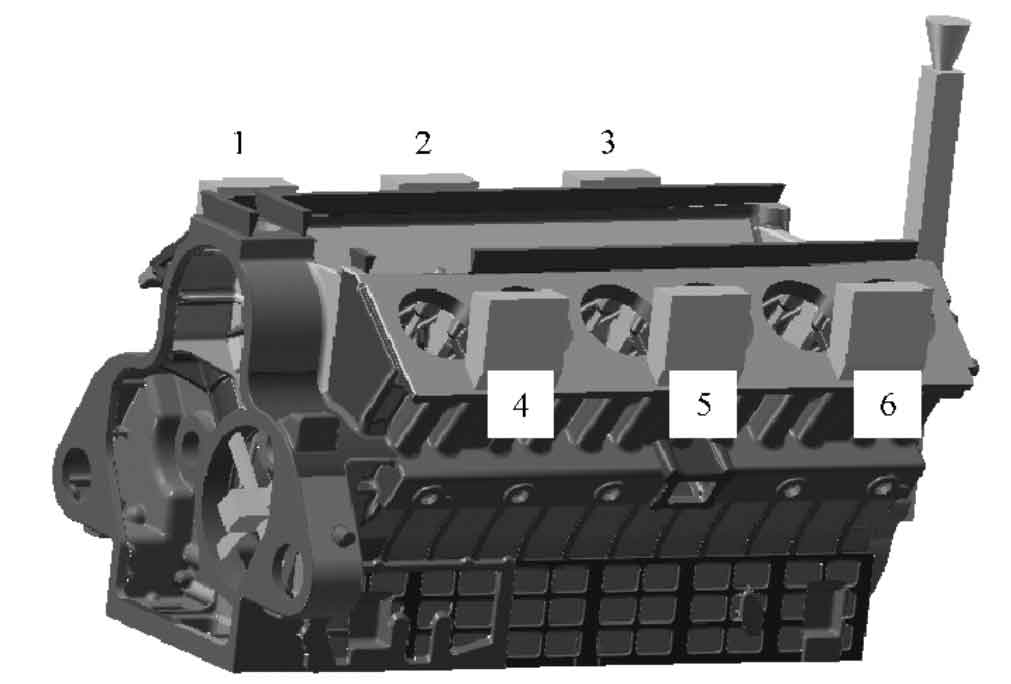
In order to get feeding during solidification of lost foam casting of cylinder block, a riser is added at the loose part. According to the riser design principle, six risers are set directly above the position where shrinkage porosity and shrinkage cavity occur in the lost foam casting of the cylinder block, and the size of the riser is 140mm × 58mmx120mm, and the distance between two risers is 210mm, as shown in Figure 3.
See Fig. 4 for the filling process of lost foam casting of cylinder block after adding riser. It can be seen that when t = 5.3s, the casting begins to inject from the inner sprue into the bottom of the lost foam casting of the cylinder block, as shown in FIG. 4A; When t = 11.5s, the mold filling at the bottom of the lost foam casting of the cylinder block is completed, as shown in Fig. 4B; When t = 34.6s, the liquid metal in the mold cavity rises and begins to fill both sides of the lost foam casting of the cylinder block. At this time, the liquid metal rises slowly, as shown in Fig. 4C; When t = 51.4s, the two wings of the lost foam casting of the cylinder block are filled, and the end cover is filled at this time, as shown in Fig. 4D; When t = 71.6s, the riser is about to be filled, and the liquid metal at the bottom has begun to solidify, as shown in Figure 4E; When t = 80s, the mold filling of lost foam casting of cylinder block is completed, as shown in Fig. 4f. In the whole filling process, the liquid metal flows smoothly without splashing. Fig. 5 shows the mold filling time of each area of the lost foam casting of the cylinder block, which can clearly see the casting process of the lost foam casting of the cylinder block.

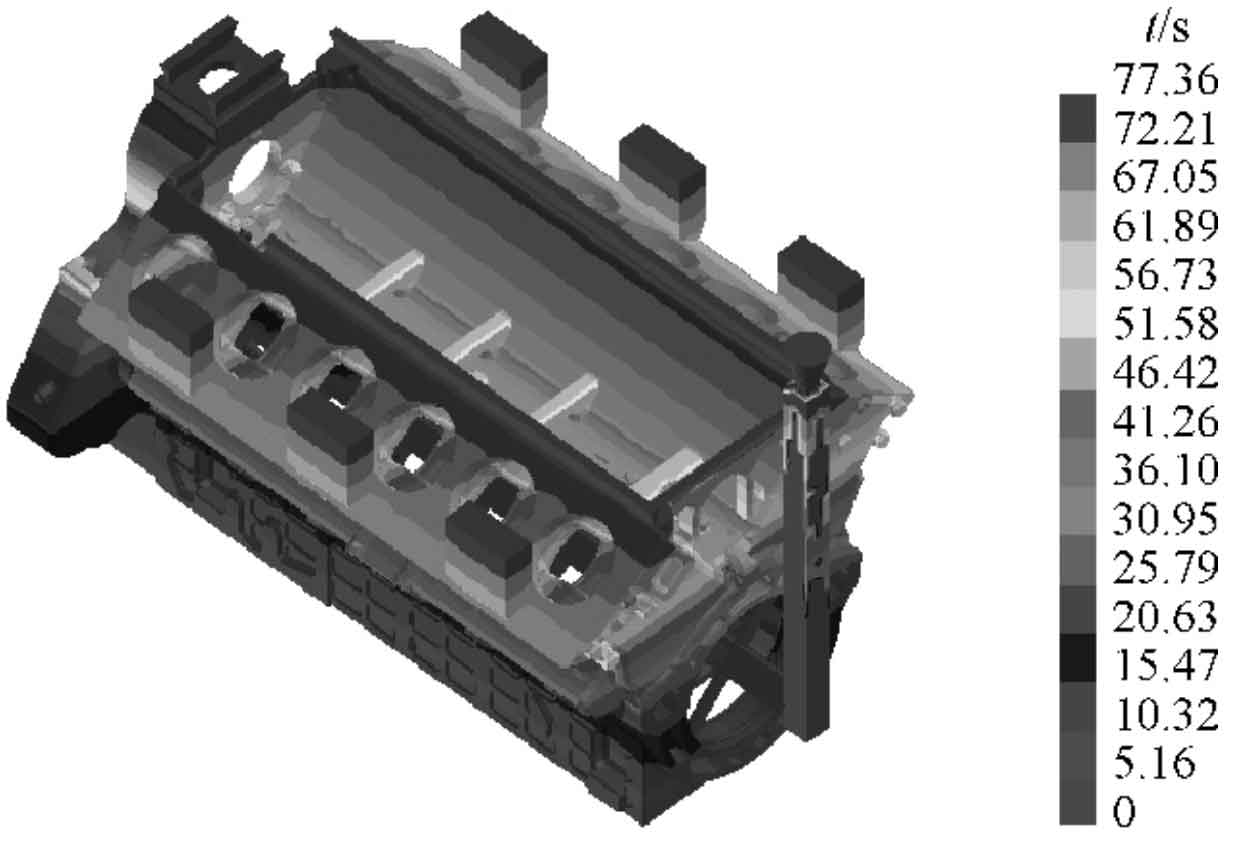
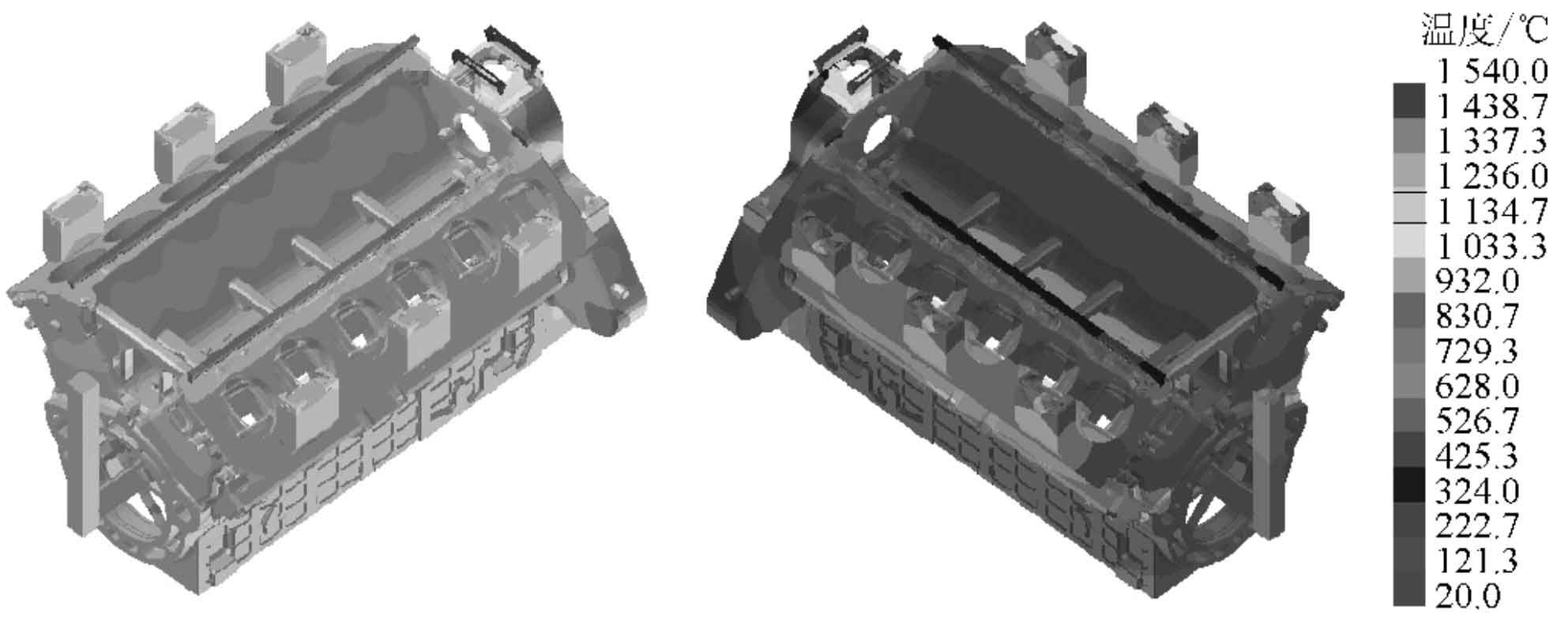
Fig. 6 shows the solidification process of lost foam casting of cylinder block after adding riser. Due to the thin wall of the top riser, the lost foam castings of the cylinder block solidify faster at the thin wall and slower at the wall thickness, which basically meets the principle of sequential solidification of lost foam castings of the cylinder block from the bottom to the riser; When the solidification is 100%, the temperature in the V-shaped area outside the middle of the lost foam casting of the cylinder block is the highest, which is easy to produce hot spots and shrinkage porosity and shrinkage defects.
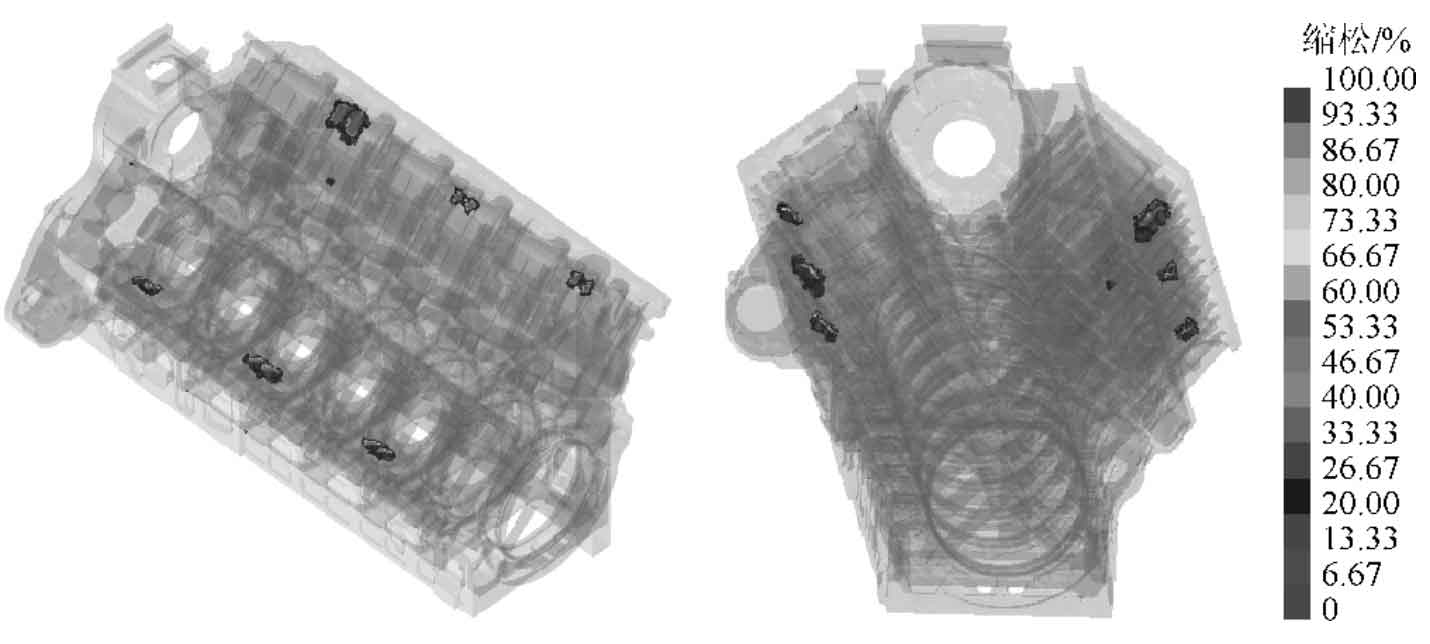
See Fig. 7 for defects of lost foam castings of cylinder block after solidification. Compared with the initial process, the shrinkage porosity and shrinkage cavity are greatly improved, and the riser has an obvious feeding effect.