
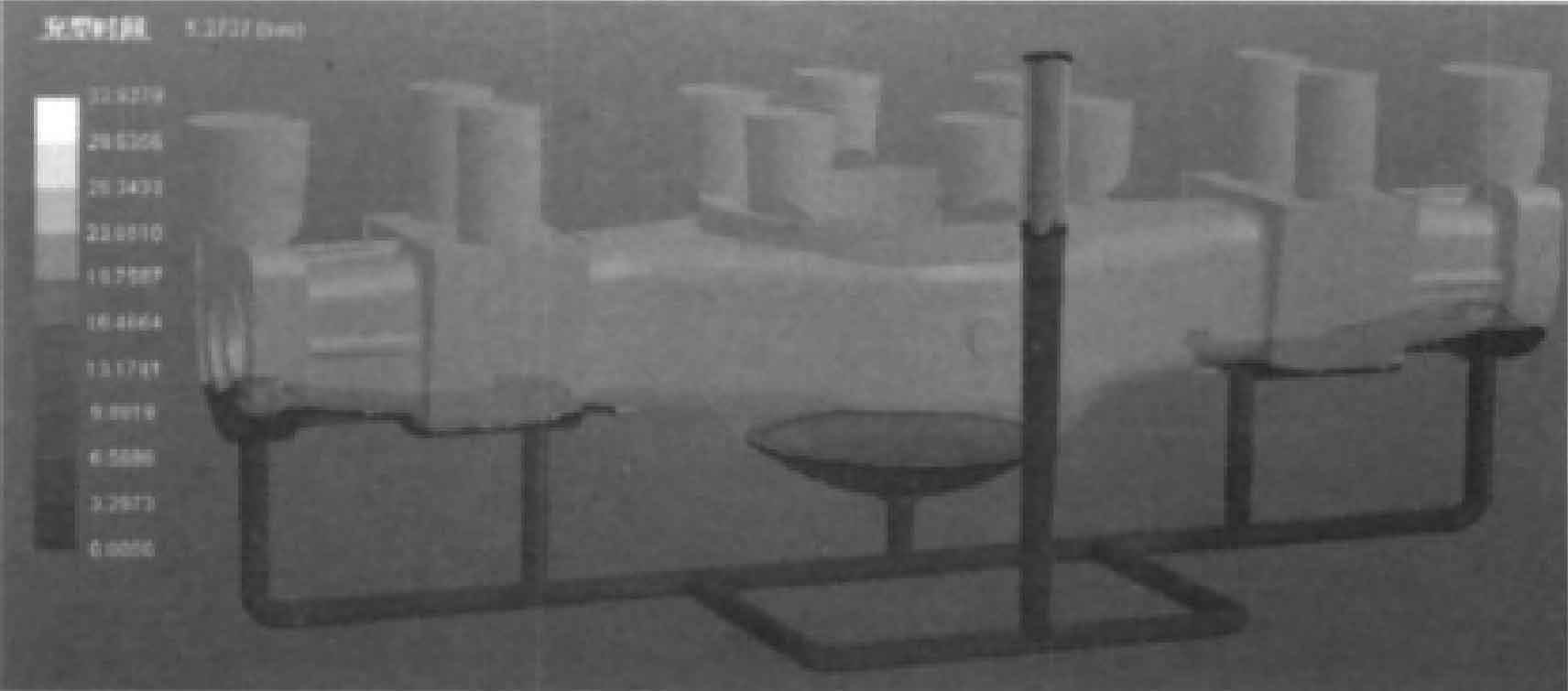
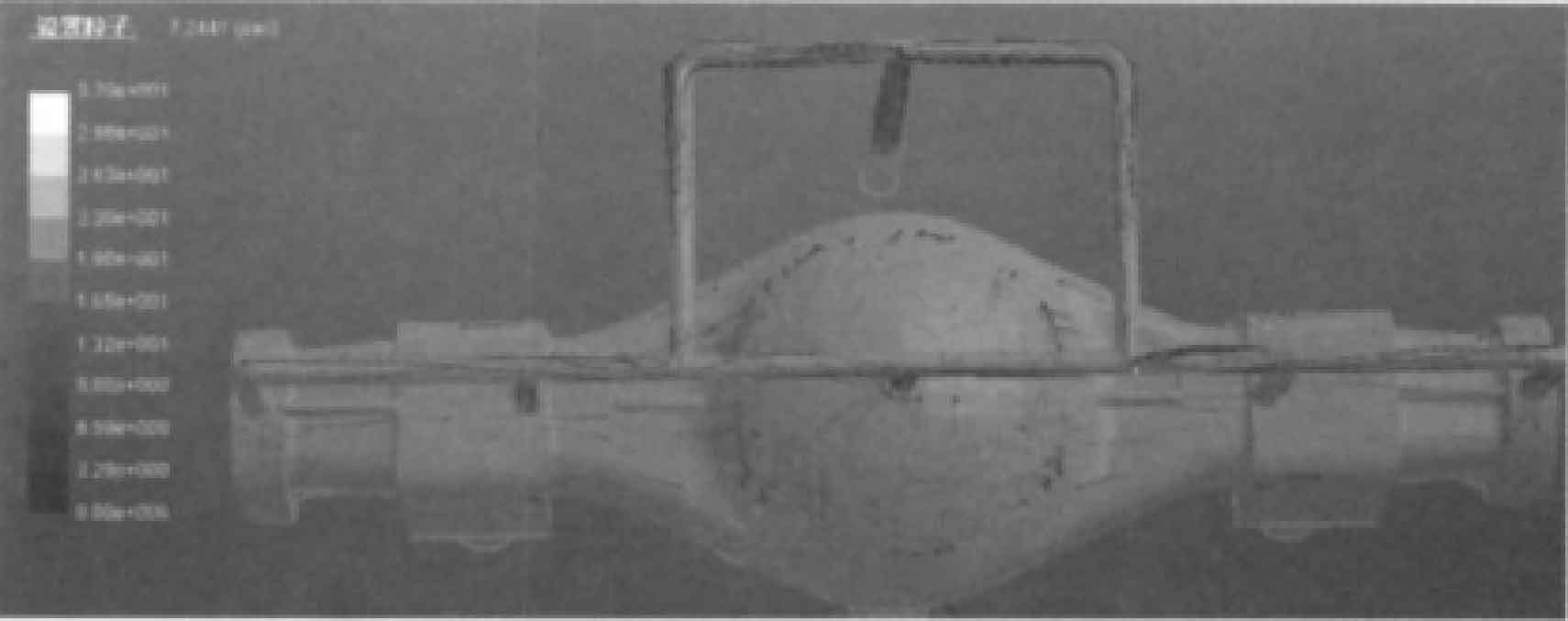
(1) Gating system optimization. Aiming at the problem of unstable liquid metal filling, the gating system was improved. The optimized gating system and mold filling are shown in Figure 1. The fluidity of molten steel is poor in the pouring process, which is easy to produce defects such as insufficient pouring and cold shut. Therefore, the pouring system is changed to open type to ensure easier mold filling. At the same time, compared with the original process, the bottom injection decentralized gating system has stable mold filling and reduces the probability of defects. Figure 2 is the particle tracking diagram of sand casting. It can be seen from the figure that the molten metal is filled from five positions at the bottom of the sand casting through the inner sprue at the same time, so as to avoid the formation of oxide inclusions due to too long filling time and affect the quality of sand casting. There is no vortex in the filling process, and the metal liquid at the middle and bottom of the sand casting flows evenly in all directions, so the filling is stable and the formation of defects is avoided.
(2) Improvement of riser. The original riser of sand casting is an ordinary riser. Except that the feeding does not meet the requirements, the process yield of sand casting is only 55%. In order to ensure feeding and improve the process yield of sand castings, the scheme of all insulation risers is adopted. As shown in Fig. 1, 6 necked insulation risers are used on the middle boss of sand casting to replace the original 4 ordinary risers; Two insulation risers are used at the hot joints in the middle section on both sides of the rear axle housing. The insulation risers replace the ordinary risers to reduce the amount of metal used. It is expected that the process yield of sand castings can be increased to 65%.
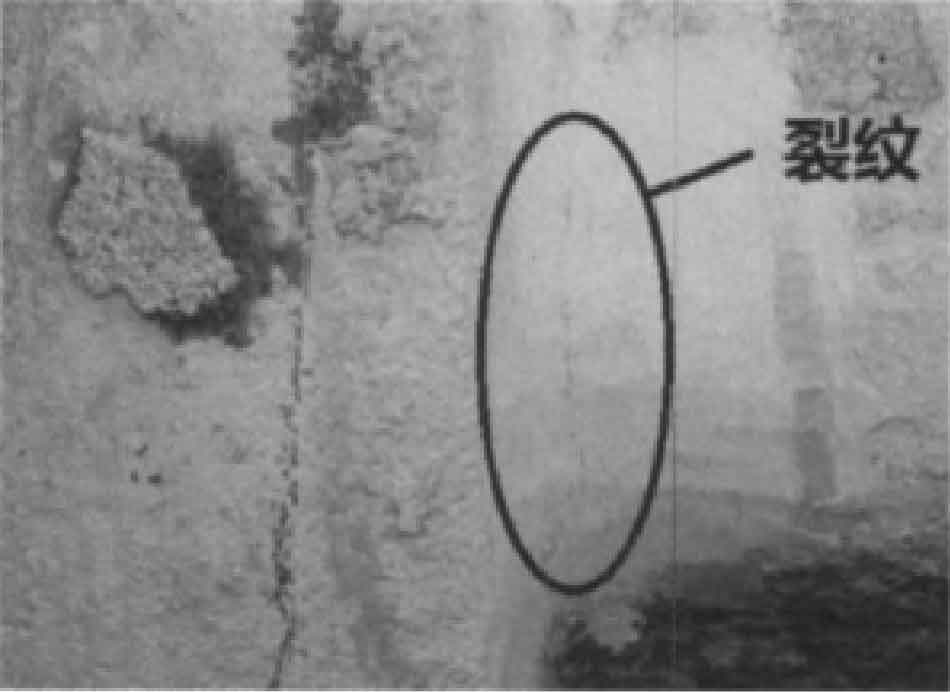
(3) Cold iron design and sand casting fillet adjustment. In view of the crack at the rounded corners of the outer circle at both ends of the sand mold casting (as shown in Figure 3), in addition to enhancing the feeding capacity of the riser, add a cold iron at the hot joints at both ends of the sand mold casting, and increase the rounded corners of the sand mold casting to 30mm to avoid the occurrence of cracks.
(4) Pouring time. Long or short pouring time will affect the quality of sand castings. According to many years of production experience, the calculation formula of effective pouring time of steel castings is as follows:
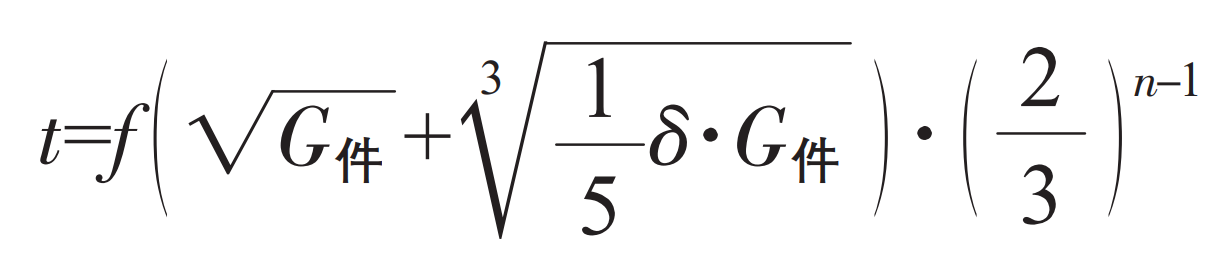
Where: t is the effective pouring time of sand casting, s; F is the material coefficient, f = 0.6 ~ 0.8 for steel castings; G is the weight of sand casting; δ Is the main wall thickness of sand castings; N is the number of groups or ladle of gating system (n ≤ 3). According to the formula, the pouring time of rear axle housing is calculated as t = 19 s.
(5) Improvement of coating technology. After molding, paint must be applied on the mold, which can increase the thermal resistance between the sand mold casting and the mold [4], reduce the heat transfer rate, further prevent cracks, and prevent the overheating and collapse of the molding sand from affecting the quality of the sand mold casting. In addition, aiming at the problem of uneven manual coating in the past, which affects the quality of sand castings. The factory adopts flow coating equipment instead of manual coating to ensure uniform coating, effectively control coating thickness, ensure stable quality and improve work efficiency.
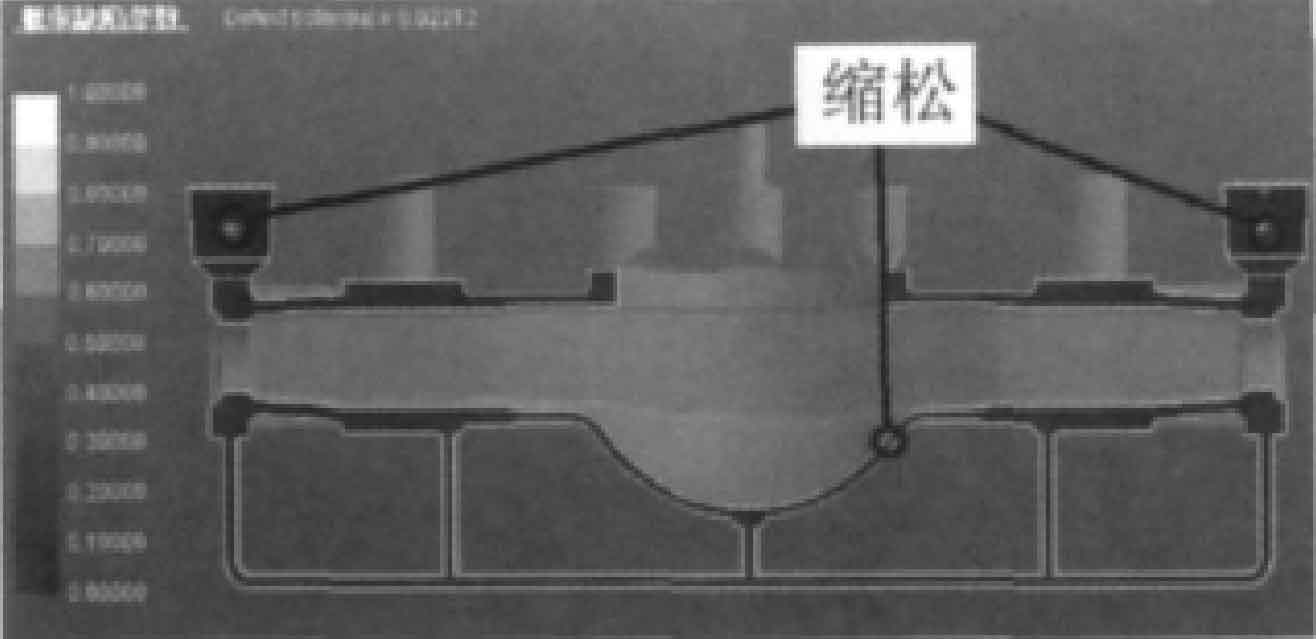
The optimized defect probability distribution is shown in Figure 4. From the optimized process simulation results, it can be seen that the feeding of insulation riser is complete, the defects of sand casting are mainly concentrated in the gating system and riser area, and the defects at the “pot bottom”, around the ring boss and the hot joints at both ends of sand casting have been effectively controlled. Through production verification, the quality of sand castings is qualified.