
1. improvement of vermicular treatment equipment
When the company produces vermicular graphite cast iron engine cylinder block and cylinder head, the amount of vermicular iron in each package is generally less than 2 T, and the wire feeding treatment station is the way of forklift to transfer the treatment package in and out. With the development of heavy section vermicular graphite cast iron cylinder, the capacity of vermicular iron is increased to 5 t or more, which is beyond the capacity of forklift. After demonstration, the wire feeding processing station is changed to the way of transporting the processing package in and out by the flatbed truck. The changed wire feeding processing station can cooperate with the ladle trays with different heights, and can realize the common use of a variety of processing packages with different heights. It is suitable for Vermicular treatment of large tonnage vermicular iron castings, and can also meet the requirements of the existing liquid iron treatment of small and medium-sized castings.
2. Development of vermicular core wire composition
Vermicular cored wire is the key material used to treat molten iron by wire feeding process, and its core material composition directly affects the effect of vermicular treatment and casting performance. The original vermicular cored wire W (mg) of our company is 4% ~ 5%, which has obvious advantages in the treatment of 2 T and below molten iron. However, the quality fluctuation is easy to occur in the production of thick and large section castings. The specific performance is that the vermicular treatment time is long, the cooling range is large, and the absorption rate in the later stage of vermicular is low, which leads to the poor control of W (mg) residue and the unqualified vermicular rate. In the process of product development, according to the theory of vermicular treatment of heavy section castings and field application, the composition and content of cored wire for Vermicular treatment of heavy section castings were explored and verified for many times, and the special vermicular cored wire with w (mg) 8% ~ 11% for large vermicular iron castings was developed.
3. Development of vermicular treatment process
3.1 Development of wire feeding speed
The wire feeding speed is the key factor to determine whether the wire feeding process can achieve the desired results. The determination of wire feeding speed requires comprehensive evaluation of the treatment station, ladle structure, molten iron treatment depth, treatment temperature, core wire composition, core wire steel skin type, thickness and core manufacturing quality. In the production of heavy section vermicular graphite iron castings, the company optimized the design of the corresponding orthogonal contrast test scheme by matching the special wire feeding treatment station, special specification of cored wire, special ladle and treatment temperature The wire feeding speed of vermicular treatment is 45 ~ 55 m / min for Vermicular line and 21 ~ 25 m / min for inoculation line, which is suitable for the actual situation of our company.
3.2 Development of wire feeding dosage
The amount of wire feeding directly affects the amount of vermicularizing agent and inoculant added into molten iron, and determines the vermicularizing rate. In order to develop the wire feeding process suitable for large vermicular iron castings, the experiments of different wire feeding rates were carried out, and the wedge-shaped test block of vermicular iron with vermicular rate of 70% ~ 95% was produced. Under this process, the absorption rate of Mg is 50% ~ 70%, and that of re is 75% ~ 90%. In order to obtain more than 80% of the creep rate of the bearing seat of the cylinder block, according to the chemical composition of the original molten iron, the feeding rate of the heavy section diesel engine cylinder block is 50 ~ 80 m for the creep line and 20 ~ 30 m for the inoculation line.
3.3 Development of alloying process
At present, the wall thickness of the bearing seat of the cylinder block reaches 80 ~ 120 mm, the cooling speed is slow, and the undercooling degree is low. In order to meet the performance requirements of the heavy section vermicular graphite cast iron body, the Cu and Sn alloying process has been developed. The order and amount of alloy addition have been explored. Cu and Sn are low melting point alloys. According to the previous test, the absorption rate can be ensured by directly adding the alloy into the bottom of the ladle, In order to ensure the properties of vermicular graphite cast iron, the content of W (Cu) is 0.5% ~ 0.9%, w (SN) is 0.05% ~ 0.09%.
4. Development and application of pouring method
4.1 Quantitative ladle
In order to ensure the creep effect, according to the quality of 12m55, wh20, wh25 cylinder blocks and other castings, special ladle (tonnage is 5 t, 6 t, 8 T) was selected, and the ratio of ladle diameter to height was adjusted appropriately.
4.2 Design quantitative gate box


In order to meet the quality requirements of high-end castings, quantitative gate box is used to pour the castings (as shown in Figure 1). The specific process flow is as follows: the whole ladle of molten iron is poured into the quantitative gate box, the molten iron is allowed to stand for 1 ~ 2 min, and then the temperature is measured. After the temperature is qualified, the plug is pulled to make the molten iron flow into the mold cavity smoothly. The defects such as slag inclusion and porosity can be reduced and the surface quality of castings can be improved by using quantitative ladle.
5.Research on creep process of thick and large section
The production process of thick and large section vermicular iron castings takes a long time. The time from completion of vermicularization to pouring is two times or more than that of small and medium-sized vermicular iron castings. Generally, the pouring can be completed in 13 ~ 15 minutes. It is necessary to carry out the creep decay test to find out the creep decay rate. In order to study the decline of vermicularization rate at different time after vermicularization, the w (s) content of molten iron should be controlled at ≤ 0.015%, and the waiting time from the end of vermicularization to pouring should be controlled at 15 min. the first test block should be poured from 3 min after vermicularization, and samples should be taken every 3 min for 5 times. Fig. 2 shows the metallographic structure of the test block.
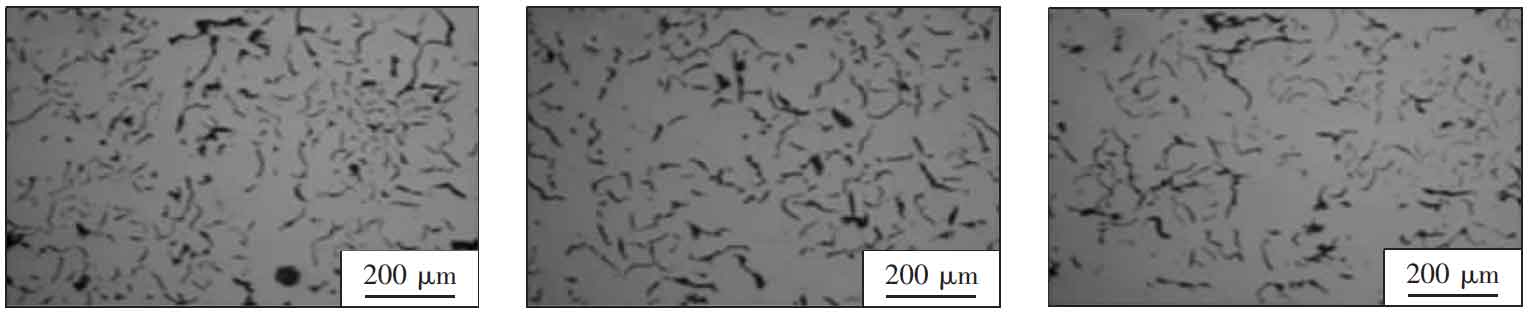
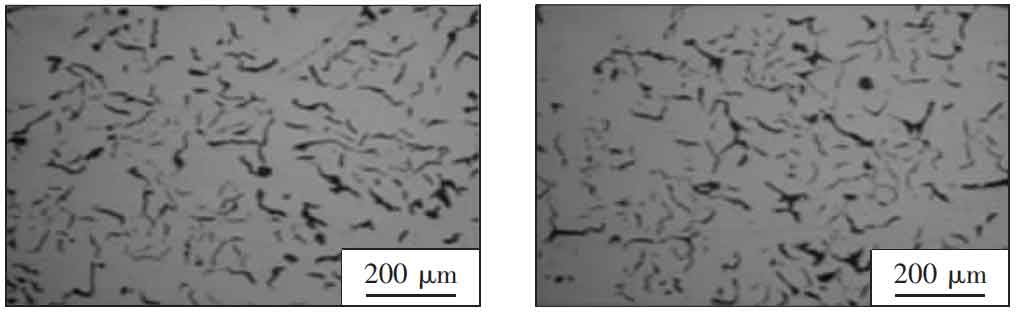
Through the creep decay test, it can be seen that the creep rate detected from the end of creep treatment to 15 min after pouring is increased by about 5% (85% to 90%), and there is no obvious decline in the creep rate. After 3 min, 6 min and 9 min of peristalsis, there was no significant change in the rate of peristalsis. The rate of peristalsis was 85%. It began to decline 12 min after peristalsis, and the rate of peristalsis was 90%. After 15 min, the rate of peristalsis was 90%. Therefore, in the actual production process, the time from the end of vermicularization treatment to the end of pouring waiting can be controlled within 15 minutes to ensure the stability of vermicularization rate.