
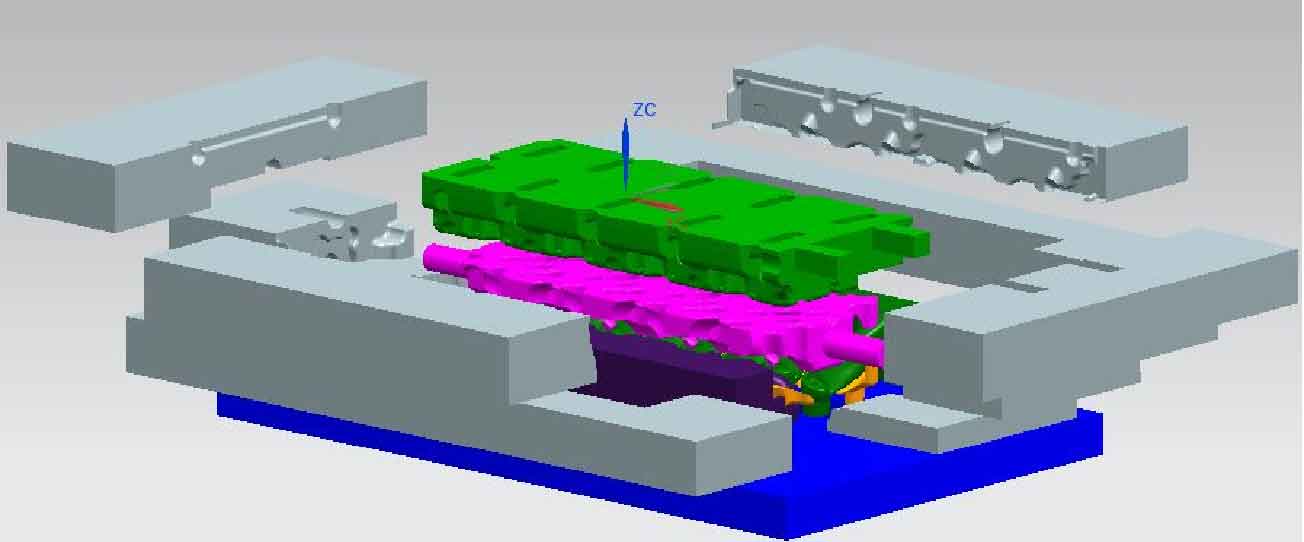
According to the design of sand core, riser and gating system, the general assembly drawing and explosion drawing of sand mold are shown in the figure. According to the analysis of the explosion diagram, the sand core design needs to consider the factors such as core head positioning and smooth installation and disassembly. Generally, combined with the parting surface of the cylinder head when making rapid prototyping parts, the external mold is designed layer by layer from the bottom plate to the top layer according to the designed sand core. According to the designed general assembly drawing of the mold, the modeling materials can be selected, and the SLA prototype cylinder head formed in blocks can be used for manual modeling, and the rapid sand casting experiment can be carried out.
In the field of casting, there are various molding methods, among which manual molding is a very practical molding method, which has been used until now. However, manual modeling requires the experimental staff to have a good skill level. At the same time, they are also very careful in the selection of modeling materials. There are many types of traditional molding sand, such as clay sand, sodium silicate sand, oil sand, resin sand and so on. Because resin self hardening sand has the characteristics of easy compaction, high strength, high precision and good collapsibility of molding sand, it has been adopted by most foundry workers in the world to make core and shape. In particular, single piece small batch casting has obvious advantages of fast speed and high efficiency. Rapid sand casting is a newly developed casting process combined with rapid prototyping technology. It takes the light curing prototype as the model to realize rapid modeling, so as to shorten the production cycle of products. At the same time, in the process of rapid sand casting, the molding sand is required to have the characteristics of good fluidity, easy compaction and long service time.