
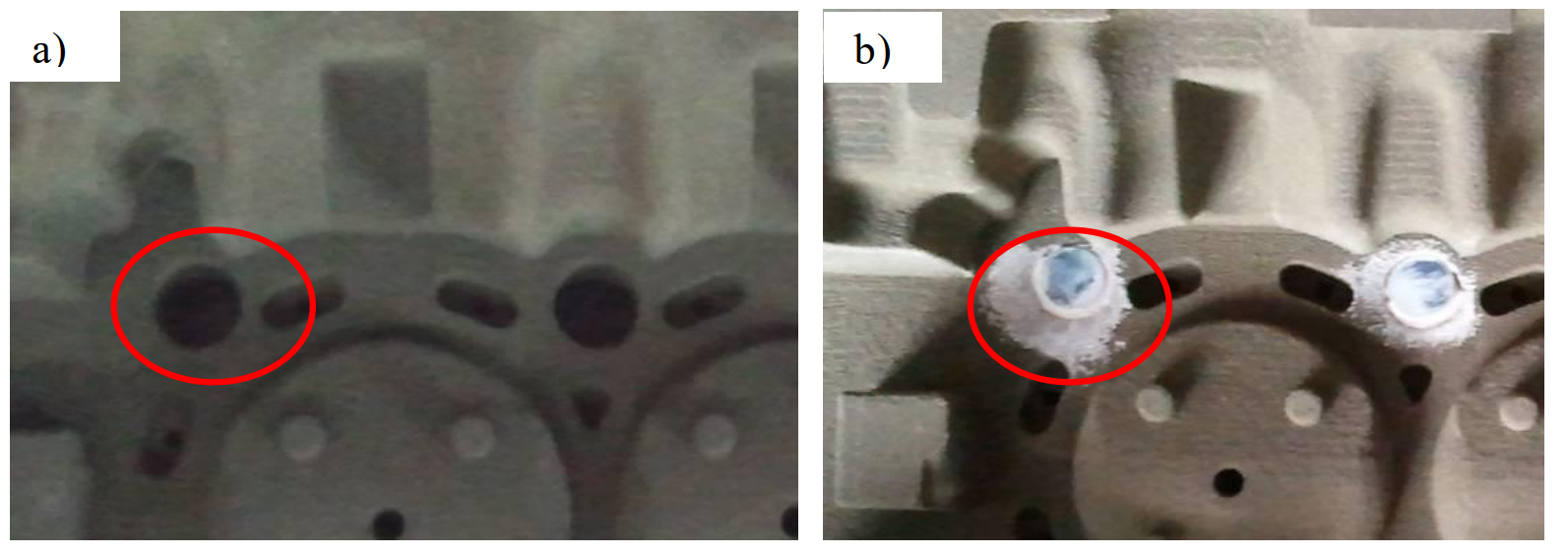
In the design of casting sand mold, the structure for installing cold iron is designed according to the size and position of cold iron, and the later reprocessed casting sand mold is installed and fixed. As shown in Figure 1, the installation of cold iron on the base core is shown.
In sand casting, it is often necessary to open an exhaust channel on the sand mold or sand core to exhaust the gas in the mold cavity and avoid casting defects such as pores in sand castings. According to the previous detection of laser sintering coated sand core, this kind of sand core has slightly higher gas generation and very low air permeability, so the setting of exhaust channel is very important.

Figure 2 shows the cylinder head oil duct core. An exhaust hole is added during the design of the sand core. During the core assembly process, a glass tube is inserted into the exhaust hole. The upper end of the glass tube is higher than the casting riser. During the pouring process, the gas in the medium-sized cavity can be discharged from the glass tube smoothly, which effectively solves the air hole casting defects of sand castings.
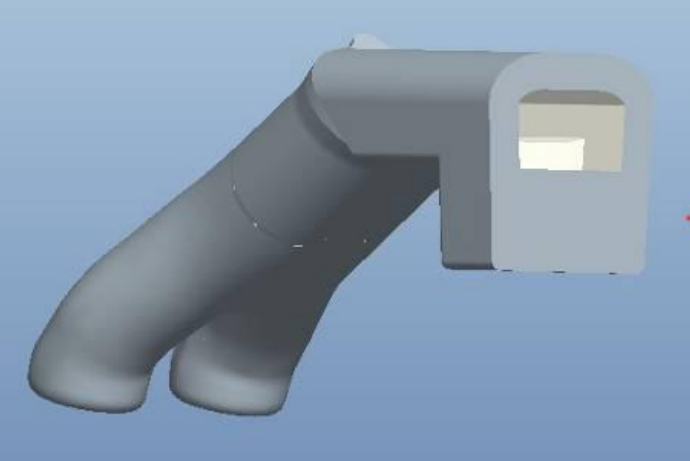
Some laser sintering sand casting sand cores can be designed into a cavity structure. As shown in Figure 3, it is the designed airway core with a hollow structure, with a wall thickness of about 15mm to make the end face of the core open. Before secondary curing, remove the unsintered coated sand inside the cavity and add glass beads to ensure that the sand core of sand casting does not collapse and deform. After the sand core of sand casting is completely solidified, the internal glass beads can be removed, and finally the sand core of the cavity can be obtained. The use of hollow sand core can effectively exhaust and save the time of laser sintering.