This paper comprehensively explores the casting technology and numerical simulation of large-scale castings. It delves into the application progress of various casting processes, analyzes the development of numerical simulation technology, and presents a detailed outlook on the future trends of the casting industry. Through in – depth research, it aims to provide valuable references for improving the quality and efficiency of large – scale casting production.
1. Introduction
The equipment manufacturing industry is a crucial pillar of the national economy, and the casting industry is an essential part of it. Large – scale casting technology is not only a key engineering technology but also an important indicator of a country’s and region’s industrial maturity and competitiveness. With the development of key fields such as national defense, aerospace, and high – speed railways, the demand for large – scale and high – quality castings is increasing. However, in the process of large – scale casting, there are often problems such as quality defects, which seriously affect the performance and quality of castings. Therefore, it is of great significance to study advanced casting technologies and numerical simulation methods.
2. Application Progress of Large – Scale Casting Processes
2.1 Sand Casting
Sand casting is widely used in the production of medium – to – large – scale thick – walled castings. It has the advantages of low cost, high production flexibility, and wide application range. For example, in the production of large – scale titanium alloy pump body castings, the special sand casting process can meet the requirements of chemical composition, mechanical properties, internal and surface quality, and dimensional accuracy. Table 1 shows the characteristics and application scenarios of sand casting.
| Characteristics | Application Scenarios |
|---|---|
| Low cost | Suitable for small – batch production of general – purpose castings |
| High production flexibility | Can produce various complex – shaped castings |
| Wide application range | Applied to different materials such as steel, iron, and non – ferrous metals |
(Fig. 1: Large – scale titanium alloy pump body casting process. The left figure shows the three – dimensional model of the pump body casting, the middle figure is the sand mold assembly diagram, and the right figure is the sand casting process design.)
2.2 Metal – Mold Casting
Metal – mold casting is characterized by fast cooling speed of castings, fine structure, and high surface finish. It is suitable for mass production of high – precision castings. Although the cost of metal molds is high, their high reuse rate and short casting time make them suitable for large – scale production. As shown in Table 2.
| Advantages | Disadvantages | Application Examples |
|---|---|---|
| Fast cooling speed, fine structure, high surface finish | High mold cost | Production of wind turbine spindle castings |
| High mold reuse rate, short casting time |
(Fig. 2: Metal – mold casting of titanium alloy castings. The left figure is the titanium alloy casting, and the right figure is the metal – mold casting mold.)
2.3 Lost – Foam Casting
Lost – foam casting uses a foam mold instead of a traditional mold. During the casting process, the foam mold is vaporized by the liquid metal, and then the liquid metal cools and solidifies to form the casting. This process has the advantages of flexible process, high casting precision, and no need for mold disassembly. However, for aluminum – magnesium alloy lost – foam casting, there are still some issues to be addressed, such as control of pouring quality, selection of low – temperature vaporizing foam mold materials, and development of coatings with high strength and good air permeability. Table 3 summarizes the key points of lost – foam casting.
| Process Features | Research Focus for Aluminum – Magnesium Alloys |
|---|---|
| Flexible process, high precision, no mold disassembly | Pouring quality control, foam mold material selection, coating development |
(Fig. 3: Lost – foam casting foam mold)
2.4 Investment Precision Casting
Investment precision casting is an important casting process developed from the investment casting process. It emphasizes obtaining castings with high dimensional accuracy and good surface quality. It is widely used in the production of high – precision and complex – shaped metal castings. However, in China, there are still some challenges in this field, such as low – value – added casting production in high – end applications, difficulties in controlling internal and external quality of castings, and the need to accelerate the research and development of complex ceramic core forming processes and equipment. Table 4 shows the comparison between investment precision casting in China and developed countries.
| Comparison Items | China | Developed Countries |
|---|---|---|
| High – value – added casting production in high – end applications | Low proportion | High proportion |
| Quality control methods | Need improvement | Relatively mature |
| Core – forming process and equipment | Urgent need for R & D | Advanced |
(Fig. 4: Aluminum alloy investment precision casting process. The left figure shows the wax mold, and the right figure shows the process of preparing the ceramic shell.)
2.5 Pressure Casting
Pressure casting is an advanced casting technology for large – scale castings in modern metal processing. It fills the liquid metal into the mold under high – speed and high – pressure conditions and makes the casting solidify under pressure. High – pressure and high – speed are the key factors to ensure the quality of castings. This technology has high production efficiency, simple processes, and excellent casting quality. High – performance magnesium and aluminum alloy die – casting is an important application area of pressure casting. Table 5 lists the advantages and application fields of pressure casting.
| Advantages | Application Fields |
|---|---|
| High production efficiency, simple processes, excellent casting quality | Automotive, aerospace, 3C products |
2.6 Low – Pressure Casting
Low – pressure casting is the earliest counter – gravity casting technology. It fills the mold with metal liquid from bottom to top by applying low pressure on the surface of the molten metal. It is often used for casting thin – walled and complex – structured castings. Although it has some limitations such as low production efficiency and high equipment cost, in recent years, China has made continuous innovation and breakthroughs in high – quality thin – walled and complex casting low – pressure casting technology. Table 6 shows the characteristics and development status of low – pressure casting.
| Characteristics | Development Status in China |
|---|---|
| Suitable for thin – walled and complex – structured castings, low production efficiency, high equipment cost | Continuous innovation and breakthroughs in high – quality casting technology |
(Fig. 5: ZL205A thick – walled cabin casting. The left figure is the temperature field simulation of the solidification process of the initial plan, and the right figure is the optimized differential pressure pouring system.)
2.7 Centrifugal Casting
Centrifugal casting injects the metal liquid into a high – speed rotating mold and uses centrifugal force to evenly distribute the metal liquid on the inner surface of the mold to form the casting. Castings produced by centrifugal casting have high quality and are widely used in industries such as marine, aerospace, and metallurgy. Table 7 shows the advantages of centrifugal casting.
| Advantages |
|---|
| High – quality castings, suitable for producing hollow cylindrical castings, high production efficiency, low cost, high metal utilization rate, wide range of applicable alloys, high internal quality of castings after removing impurities, and achievable directional solidification |
3. Development of Numerical Simulation Technology in Casting Filling Process
3.1 Development of Numerical Simulation of Casting Filling Process Abroad
The computer – aided casting simulation technology, also known as casting CAE technology, has a long history of development abroad. Since the 1960s and 1970s, scientists have been exploring the combination of casting and computers. In 1962, Fursund first used a computer to simulate the casting temperature field, applying the finite – difference method to the heat transfer calculation in the casting simulation process. In the 1970s, Nyiama et al. developed the “variation function method” and the direct difference method, and transformed the numerical simulation from 2D to 3D. They also proposed the \(G/\sqrt{R}<C_{Niyama}\) criterion to predict shrinkage porosity defects. With the continuous improvement of the numerical simulation theory of the casting filling and solidification process, various casting simulation software has emerged, such as ProCAST, MAGMA, etc. These software can accurately simulate various casting processes and optimize the casting process through post – processing technology. Table 8 lists some foreign casting simulation software and their features.
| Software Name | Country | Algorithm | Grid Processing Ability | Application Range |
|---|---|---|---|---|
| MAGMAsoft | Germany | FDM/FEM | No limit in software | All kinds of castings, can simulate temperature field, stress field, and flow field |
| ProCAST | USA | FEM | No limit in software | All kinds of castings, can simulate temperature field, stress field, and flow field |
| SIMULOR | France | FVM | – | Multiple castings, can simulate temperature field and stress field |
3.2 Development of Numerical Simulation of Casting Filling Process in China
Although the development of domestic simulation software started relatively late, through the introduction and integration of international advanced casting numerical simulation technology theories, the casting simulation technology in China has made rapid progress. FT – Star, the first commercial software in the domestic casting field, can quantitatively predict the volume and distribution of shrinkage porosity in castings through 3D modeling of castings, finite – difference grid division, and the use of a certain parameter condition and thermal physical property parameter library. Huazhu CAE can optimize the casting process by simulating the flow field and temperature field of the casting filling and solidification process. EasyCast is an integrated software system that combines 3D solid modeling file interface, calculation grid division, casting process simulation, casting defect prediction, and result display. Many domestic research institutions and scholars have also carried out in – depth research on casting numerical simulation, such as Yu Qiuping from Northwestern Polytechnical University applying casting simulation technology to the research of macro – and groove segregation in ingot solidification, and Liu Baicheng from Tsinghua University and Huazhong University of Science and Technology mastering advanced point – pouring and post – pouring technologies in the field of large – scale and super – large – scale castings. Table 9 lists some domestic casting simulation software and their features.
| Software Name | Algorithm | Grid Processing Ability | Application Range |
|---|---|---|---|
| FT – Star | FDM/FEM | About 5 million | All kinds of castings, can simulate temperature field, stress field, and flow field |
| Huazhu CAE | FDM | No limit in software | All kinds of castings, can simulate temperature field and stress field |
| EasyCast | FDM | No limit in software | Multiple castings, can simulate temperature field and stress field |
4. Research Progress of Numerical Simulation Technology in the Casting Process of Large – Scale Castings
4.1 Temperature Field Simulation during Solidification Process
The core of the casting CAE system is to establish mathematical models and simulate the physical phenomena in the casting process. The Fourier heat – conduction differential equation is the basis for simulating the temperature field. By simulating the temperature field change during the solidification process of large – scale castings, we can predict the solidification process, hot spots, temperature gradients, riser feeding status, liquid – phase zone, and shrinkage porosity and shrinkage defects. For example, Chen et al. optimized the casting process by predicting the defects in the casting solidification process based on the temperature field and solidification field simulation results of ProCAST software. Li Zhongyao et al. studied the influence of process parameters such as pouring temperature, mold pre – heating temperature, filling speed, and holding pressure on the distribution law of shrinkage porosity defects in low – pressure casting wheels through temperature field simulation. Table 10 shows some examples of temperature field simulation in the solidification process.
| Research Object | Simulation Software | Research Content |
|---|---|---|
| Titanium alloy castings | ProCAST, Huazhu CAE | Comparison of simulation results of two software in temperature field, solidification sequence, and defect prediction |
| Aluminum alloy flywheel housing | ProCAST | Optimization of casting process by simulating temperature field, studying the influence of process parameters on alloy melt flow law and defect distribution |
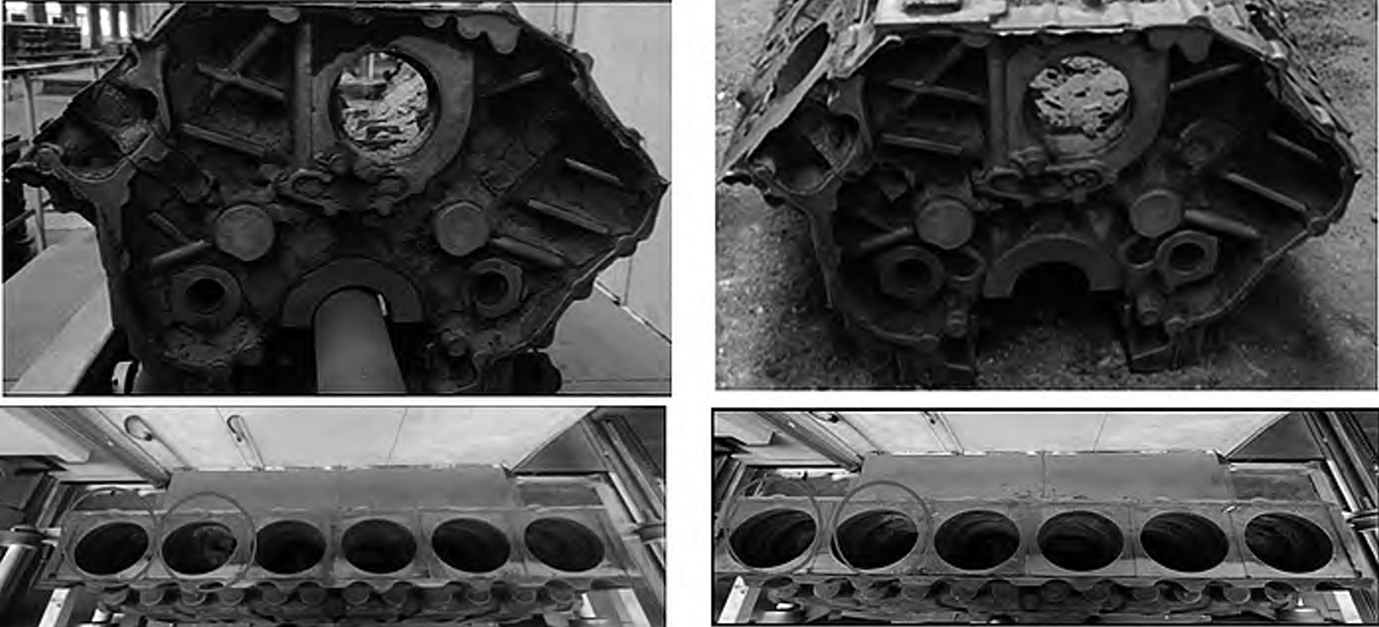
(Fig. 6: Simulation results of the solidification process of different castings. The left figure is the simulation of the temperature field of the ZL205A thick – walled cabin casting, and the right figure is the simulation of the temperature field of the aluminum alloy flywheel housing.)
4.2 Flow Field Simulation during Filling Process and Coupled Simulation of Flow Field and Temperature Field
With the emergence of numerical methods such as SIMPLE, MAC/SMAC, SOLA – VOF, and PROJECTION – LEVEL_SET, the simulation accuracy of the flow field has been significantly improved. Flow field simulation can optimize the casting process, especially in aspects such as stable pouring analysis, velocity field distribution evaluation, and defect prediction. The coupled simulation of the flow field and temperature field is a crucial step, as they jointly affect the solidification process and final quality of the casting. For example, Wang used COMSOL software to conduct a coupled simulation of the flow field and temperature field during the direct – chill casting of a φ300mm ingot, and Jia studied the influence of different electromagnetic fields on the melt flow of magnesium alloy direct – chill castings through magnetic – flow – thermal multi – physical field transient coupling. Table 11 shows some examples of flow field simulation and coupled simulation.
| Research Object | Simulation Software | Simulation Content |
|---|---|---|
| Machine tool spindle box | ProCAST | Optimization of casting process by simulating flow field, comparing different gating system schemes, and predicting defects |
| DC casting of φ300mm ingot | COMSOL | Coupled simulation of flow field and temperature field, studying the influence of melt shear on the solidification process |
4.3 Stress/Strain Simulation
During the solidification process of castings, there are three stages: liquid state, semi – solid state (co – existence of solid and liquid phases), and solid state. The mechanical and thermophysical properties of materials change greatly during this period, and many casting defects such as shrinkage porosity, hot cracks, and gas entrapment occur in the solid – liquid two – phase region. Stress analysis during this period is very important for predicting defects, especially hot crack defects, residual stress, and stress concentration. For example, Xu designed a double – layer shell – type hollow mold and explored its mechanism through stress – field numerical simulation, and TAKAI predicted the hot – tearing trend of Al – Mg alloy during solidification through thermal stress analysis. Table 12 shows some examples of stress/strain simulation.
| Research Object | Research Method | Research Content |
|---|---|---|
| Double – layer shell – type hollow mold | Stress – field numerical simulation | Exploring the mechanism of the mold, reducing the crack tendency of the hollow sand mold and the residual stress of the casting |
| Al – Mg alloy | Thermal stress analysis | Predicting the hot – tearing trend during solidification |
(Fig. 7: Stress and strain simulation results of the jaw crusher frame casting. The left figure is the stress distribution diagram in the X – direction of the frame, and the right figure is the equivalent strain diagram of the frame.)
4.4 Microstructure Performance Simulation
Microstructure simulation in the casting process is based on solidification theory and thermodynamics principles. It can predict the internal structure characteristics of castings, such as grain size, grain boundary distribution, and segregation degree. It can also evaluate the influence of different process parameters on the formation of the casting microstructure and provide guidance for optimizing the gating system design, adjusting the cooling rate, and improving the alloy formula. For example, Zhang Lechen used the phase – field method to simulate the dendrite growth process of Al0.035Ni alloy under different conditions, and Gao Ting explored the 3D microstructure growth mechanism of Fe – 1.5%C alloy during solidification by constructing 2D and 3D phase – field models. Table 13 shows some examples of microstructure performance simulation.
| Research Object | Simulation Method | Research Content |
|---|---|---|
| Al0.035Ni alloy | Phase – field method | Studying the influence of undercooling degree on solute distribution and dendrite growth |
| Fe – 1.5%C alloy | Phase – field model | Exploring the 3D microstructure growth mechanism during solidification |
(Fig. 8: Simulation results of the microstructure of different alloys. The left figure is the simulation of the dendrite growth of Al0.035Ni alloy, and the right figure is the simulation of the microstructure growth of Fe – 1.5%C alloy.)
4.5 Other Simulations in Casting
4.5.1 Casting Segregation Simulation
Macro – segregation is the non – uniform distribution of alloy components in the casting or ingot solidification cross – section on a scale larger than the grain size. It is closely related to the flow, heat transfer, and solidification of the molten steel during the casting process. Segregation can lead to various casting quality defects, so simulation and research to eliminate macro – segregation are of great significance.
4.5.2 Casting Melting Process Simulation
The melting process simulation in the casting industry is used to simulate and optimize all aspects of metal melting. It can help engineers optimize the operation parameters in the furnace and control the metal composition, improve the uniformity and quality stability of the alloy, and also predict non – uniform mixing, gas inclusions, and impurity distribution, and optimize the design of combustion equipment and heating systems.
4.5.3 Casting Heat Treatment Simulation
Casting heat treatment simulation is an important technology for simulating and optimizing the temperature field, phase – change behavior, and microstructure evolution of castings during heat treatment. It can accurately predict the influence of different heating, holding, and cooling process parameters on the microstructure and properties of castings, optimize the heat treatment process, and improve the mechanical properties, wear resistance, and corrosion resistance of castings.
5. Overview of the Development Direction of Modern Casting
5.1 Intelligent Casting: Industry 4.0 Technology Upgrades and Digital Integration
Technologies such as waste heat recovery and high – efficiency melting furnaces are adopted to reduce energy consumption. AI is integrated to optimize energy distribution and increase energy efficiency. Clean energy is gradually used to replace traditional fuel energy, significantly reducing carbon emissions.
5.2.2 Resource Recycling and Waste Utilization
Intelligent casting production lines integrate waste recycling systems. Through digital tracking and real – time big data monitoring, efficient recycling of metal resources is achieved.
5.2.3 Full – Life – Cycle Management
Enterprises build green factories, combining energy – saving measures with digital intelligent management to achieve green and low – carbon production throughout the entire life cycle of casting.
6. Conclusions and Outlook
6.1 Conclusions
In the field of large – scale casting in China, significant progress has been made in traditional process optimization and the application of numerical simulation technology. However, there are still key challenges:
- Process Maturity Differences: Traditional casting processes in China, such as sand casting, pressure casting, and centrifugal casting, are approaching maturity. But there are still technical bottlenecks in high – end fields. In the investment precision casting field, the proportion of high – value – added castings is low, and the preparation technology of complex ceramic cores needs to be broken through. In differential pressure casting, basic research is insufficient, and the performance and control accuracy of supporting equipment need to be improved. Although the lost – foam casting technology has been mainly applied in aluminum – magnesium alloys, there is still a gap in high – precision and complex foam pattern processing technology and equipment. The high – end and practical application of casting technology remain the goals to be achieved in China.
- Simulation Technology Bottlenecks: The development level of casting numerical simulation technology at home and abroad is relatively high, which can achieve accurate simulation of temperature fields, flow fields, and stress fields, effectively guiding the optimization of casting processes. Although domestic simulation software such as Huazhu CAE and FT – Star has made breakthroughs and can support basic process optimization, there are still gaps compared with foreign software in terms of multi – field coupling accuracy, microstructure prediction, and material database completeness. This restricts the quantitative analysis of complex defects and the full – process optimization of the casting process.
6.2 Outlook
- Breakthroughs in Intelligent Casting Technology: Build a three – dimensional dynamic model covering melting – filling – solidification, and combine AI algorithms to achieve quantitative defect prediction (e.g., the volume prediction error of shrinkage cavities is ≤ 5%). Construct a full – process digital twin; promote the coordinated development of industrial manufacturing and the Internet of Things, establish an industry – level process database, and achieve cross – enterprise process parameter optimization and remote equipment operation and maintenance through the casting cloud platform.
- Collaborative Innovation of High – End Materials and Green Manufacturing: Develop lightweight and high – temperature – resistant alloys (such as titanium – based and nickel – based superalloys) to meet the requirements of high – performance castings in aerospace, new energy, and other fields. Promote the substitution of clean energy for traditional energy sources through the development of hydrogen – energy melting, waste heat recovery, and other technologies to achieve low – carbon process innovation. Through the integration of waste recycling systems in intelligent casting production lines, and using digital tracking and real – time big data monitoring, realize the efficient recycling of metal resources.
- Promote the Development of Domestic Casting Simulation Technology: Integrate multi – field coupling simulations of flow fields, temperature fields, stress fields, and electromagnetic fields to explain the formation mechanism of complex defects. Promote the innovation of multi – phase field microstructure simulation technology to support the development of high – performance alloys.
In conclusion, the future of the large – scale casting industry lies in the integration of advanced casting technologies, numerical simulation, and emerging digital and green technologies. By addressing the existing challenges and seizing the opportunities of technological development, the casting industry can achieve high – quality development, improve product quality and production efficiency, and meet the growing demands of various industries for high – performance castings.