
1. Chemical composition
The shell steel casting is made of ZG270-500 alloy, which has a certain degree of plasticity and toughness, high strength and hardness, and its microstructure is austenitic and ferrite. It has good machining performance and can withstand large loads. Its chemical composition is shown in the table.
| ω(C) | ω(Mn) | ω(P) | ω(S) | ω(Fe) |
| 0.4~0.5 | 0.7~0.8 | 0.04 | 0.05 | allowance |
2. Structural model
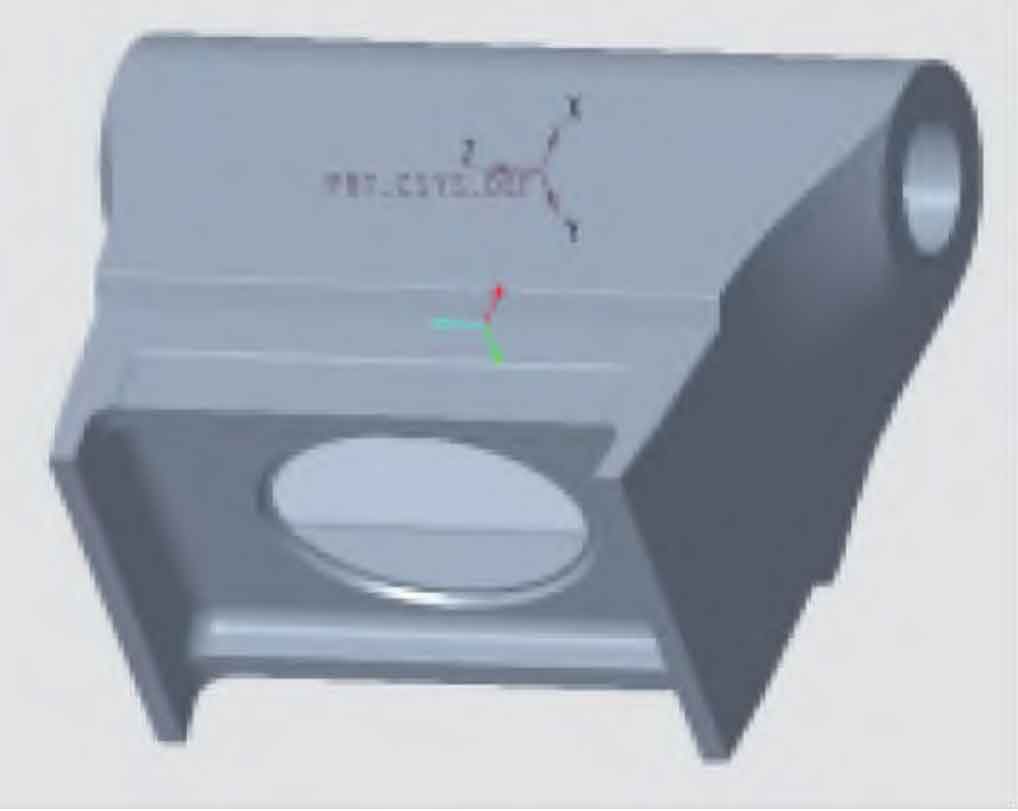
The shell steel casting is hollow, with high internal surface quality requirements and large local thickness. The steel casting has a mass of 392.93kg and an overall dimension of 812mm × 525mm × 356 mm, with an average wall thickness of 8 mm for steel castings. The shell steel casting diagram is shown in Figure 1.
3. Pouring system design
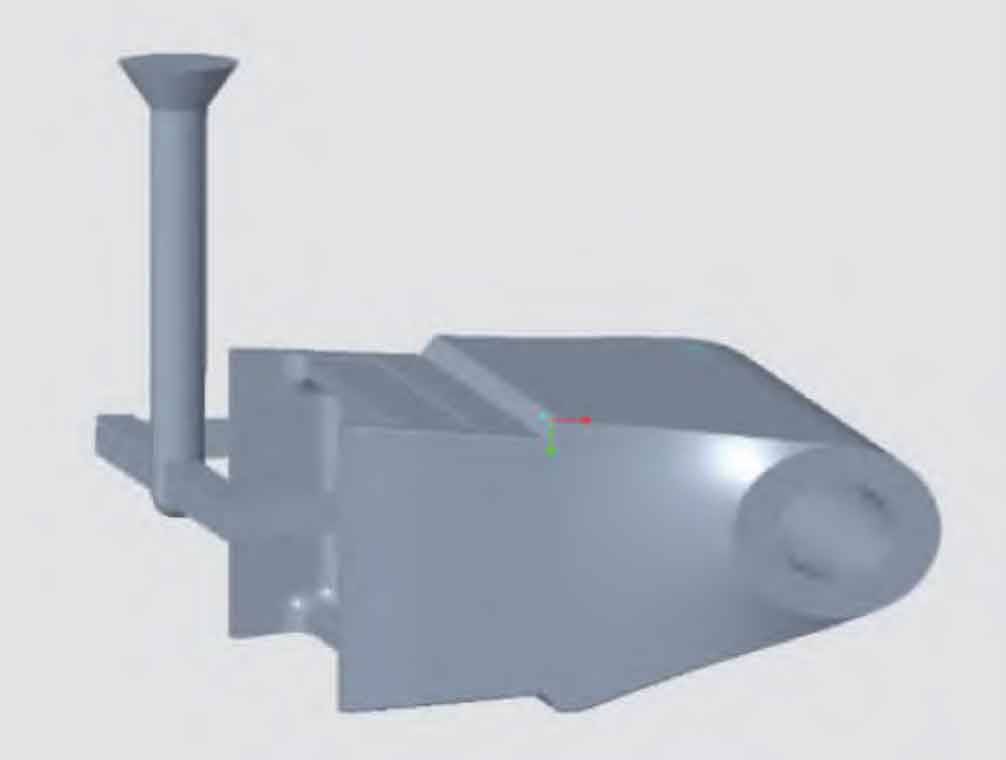
According to the selection principle of parting surface, two sand mold casting process plans were preliminarily designed. The first process plan designed the inner runner at the base of the steel casting, as shown in Figure 2; The second process scheme places the inner runner on the cylindrical part of the steel casting, as shown in Figure 3. The two processes are simple in modeling and easy to operate. As it is a steel casting, the gating system adopts an open gating system. The advantages of this gating system are smooth mold filling, avoiding turbulence, and reducing liquid metal oxidation.

The bottom plug rod ladle was used for pouring with a diameter of 40mm. According to the sand mold casting process manual, the average flow rate of the pouring hole was 27kg/s. The pouring time is calculated according to the formula:
Where: t is the pouring time; GL is the mass of molten steel in the mold, GL=450kg; N is the number of casting bags simultaneously poured, N=1; N is the number of pouring holes in a ladle, n=1; Q is the average pouring speed.
According to the formula, it can be calculated that t=16.7s.
Whether the pouring time is appropriate can be checked by the rising speed of molten steel in the mold, as shown in the formula:
Where: v is the rising speed of molten steel in the mold; C is the height of the steel casting in the mold cavity, C=356 mm; T is the pouring time, t=16.7s.
According to the formula, the rising speed of molten steel in the mold is 21.3mm/s.
The cross-sectional area of each component of the selected gating system is shown in the formula:
