The mold filling and solidification of the improved process are simulated, and the following results are obtained:
1) Results of lost foam casting filling process
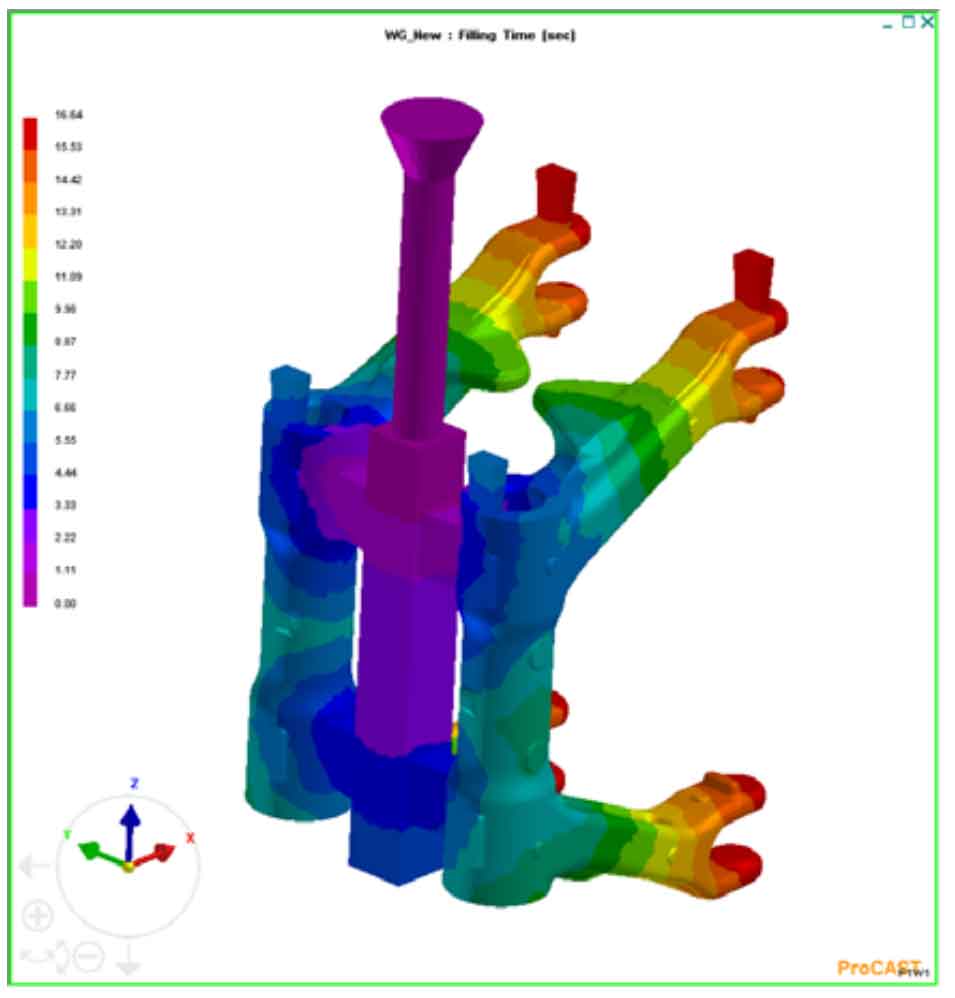
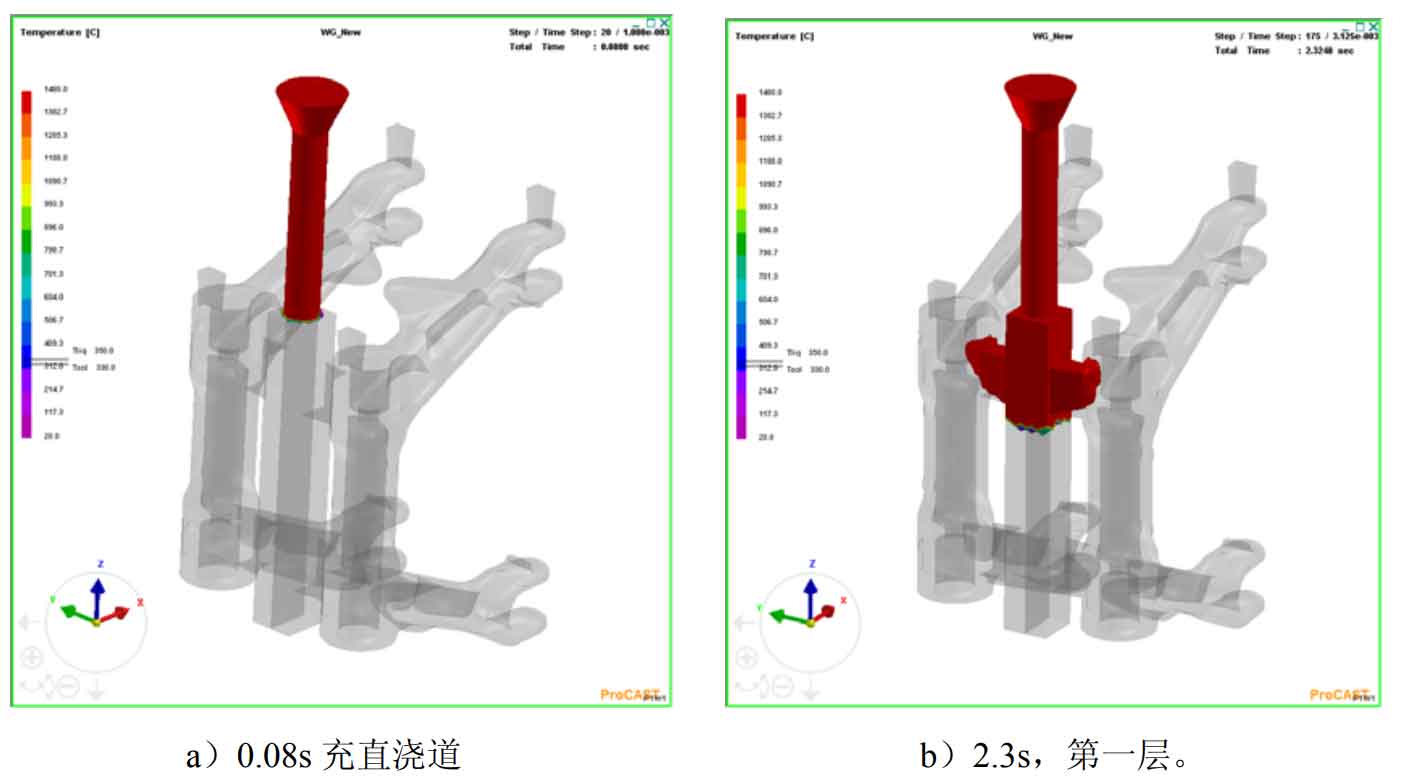
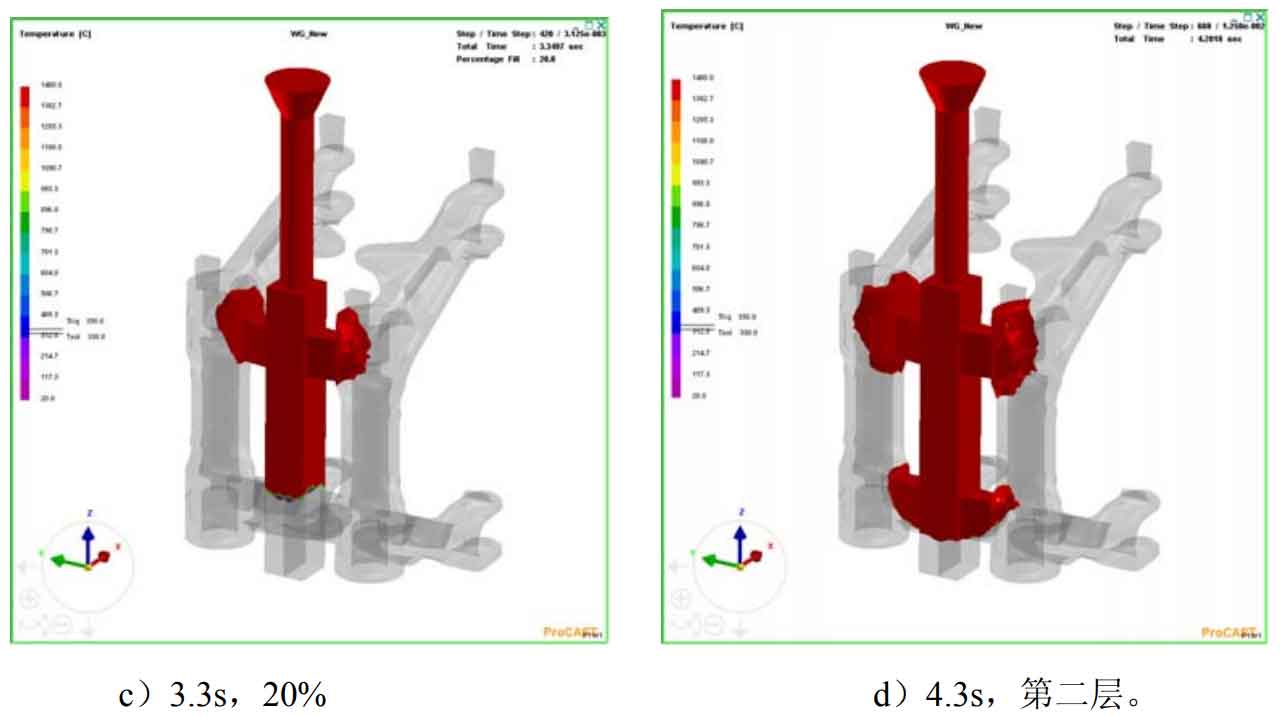
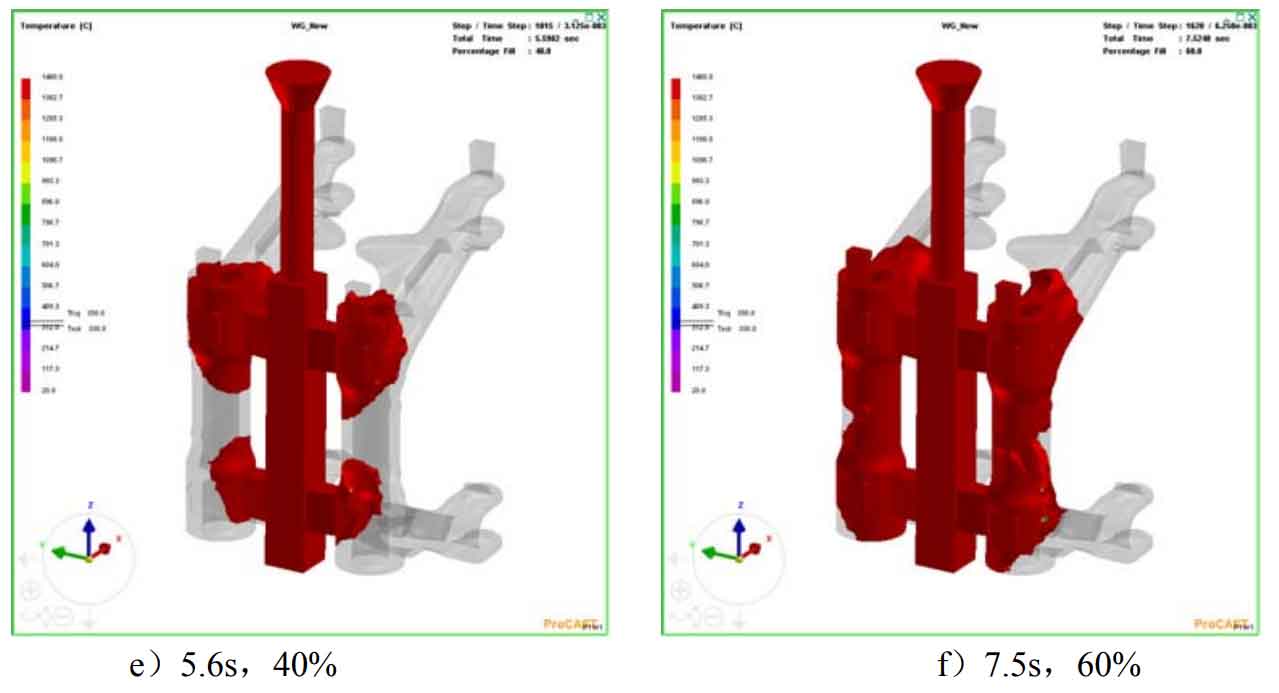
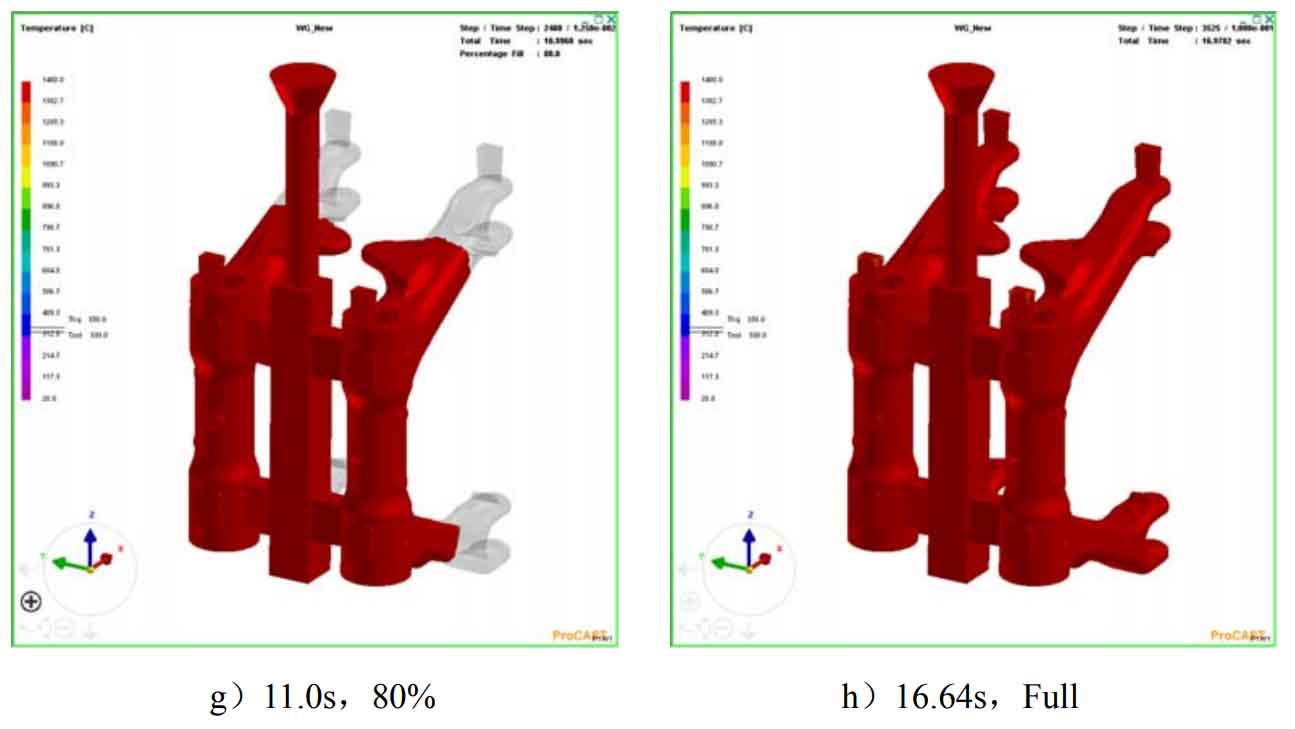
From the filling time of lost foam casting, the maximum filling time of double-layer stepped type is 16.64s. Due to the use of double-layer inner sprue, the filling efficiency of lost foam casting is significantly improved, and the liquid temperature in the filling process is high, which can fully degrade the pattern; The last filling position is the front end of the two arms. Figure 1 a) ~ d) shows the process of molten iron filling the pouring system. Because the transverse sprue is solid, it is poured first from the upper sprue, and the pouring time difference between the two layers is about 2S. Figures C) and E) ~ F) show the step filling process. The filling time of lost foam casting with 20% interval is 3.3s, 2.3S, 1.9s, 3.5s and 5.64s, which is still “slow, fast and slow”, and the fast stage is widened due to the addition of a layer of sprue.
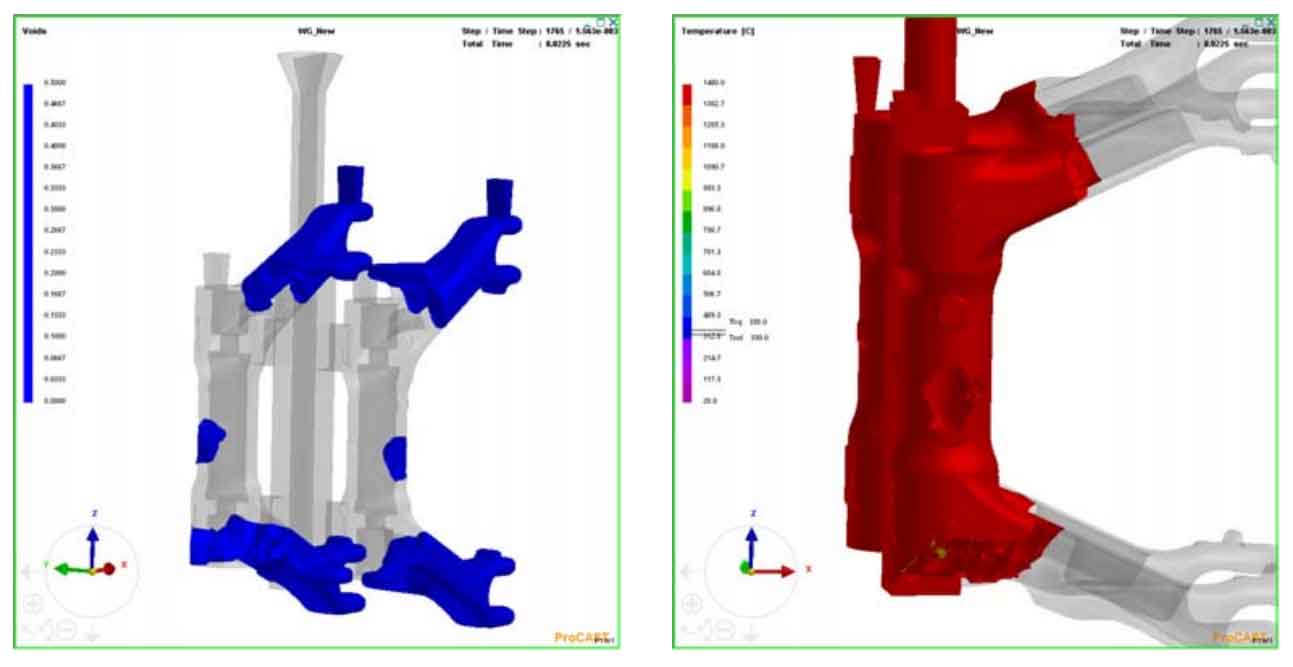
When foam filling is applied to 8.02s, there is also a part of metal foam around the mold filling. However, it can be seen from Fig. 2 that the temperature of the front edge of the metal liquid is higher, and the thin wall area belongs to the thin wall area. The foam can be fully degraded, and the burden of the dissolving product is less than that of the thick wall area, which will not cause serious slag inclusion and porosity.
2) Results of solidification process in lost foam casting
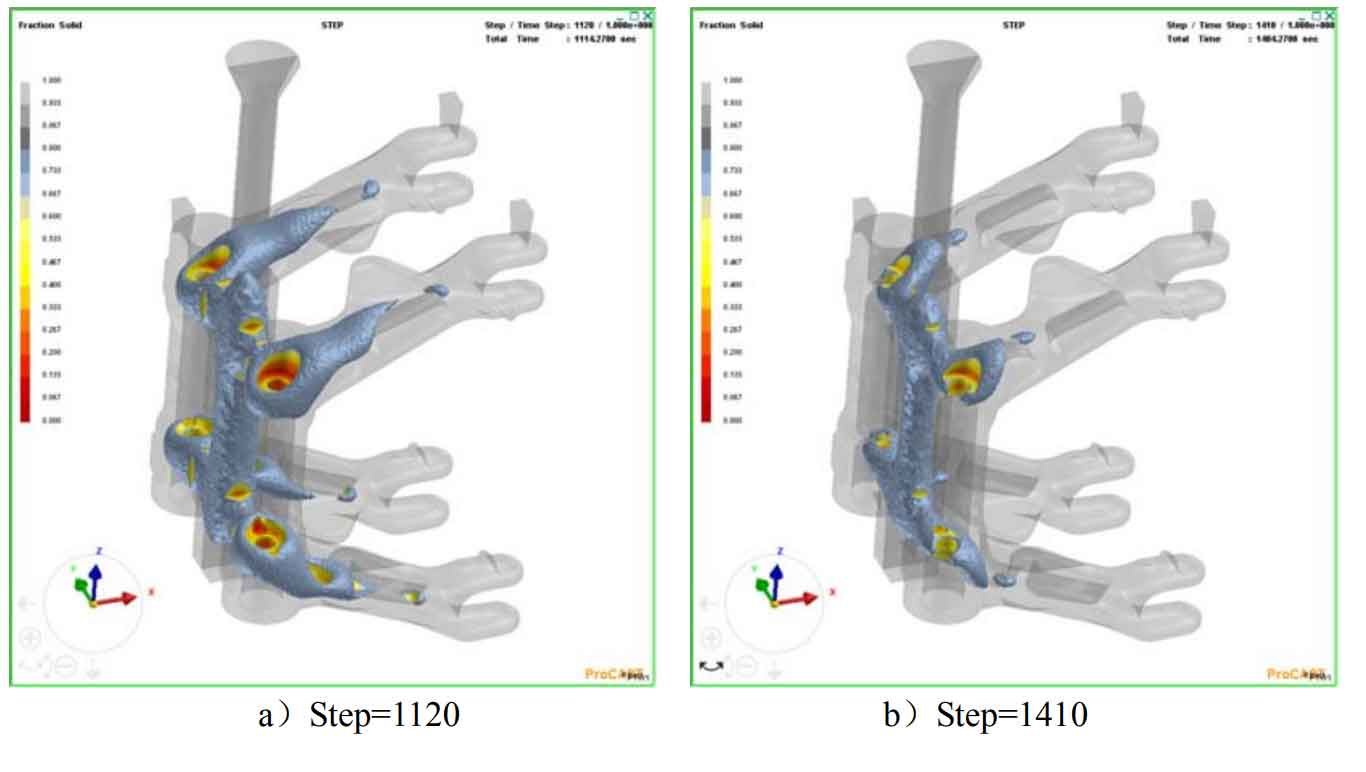
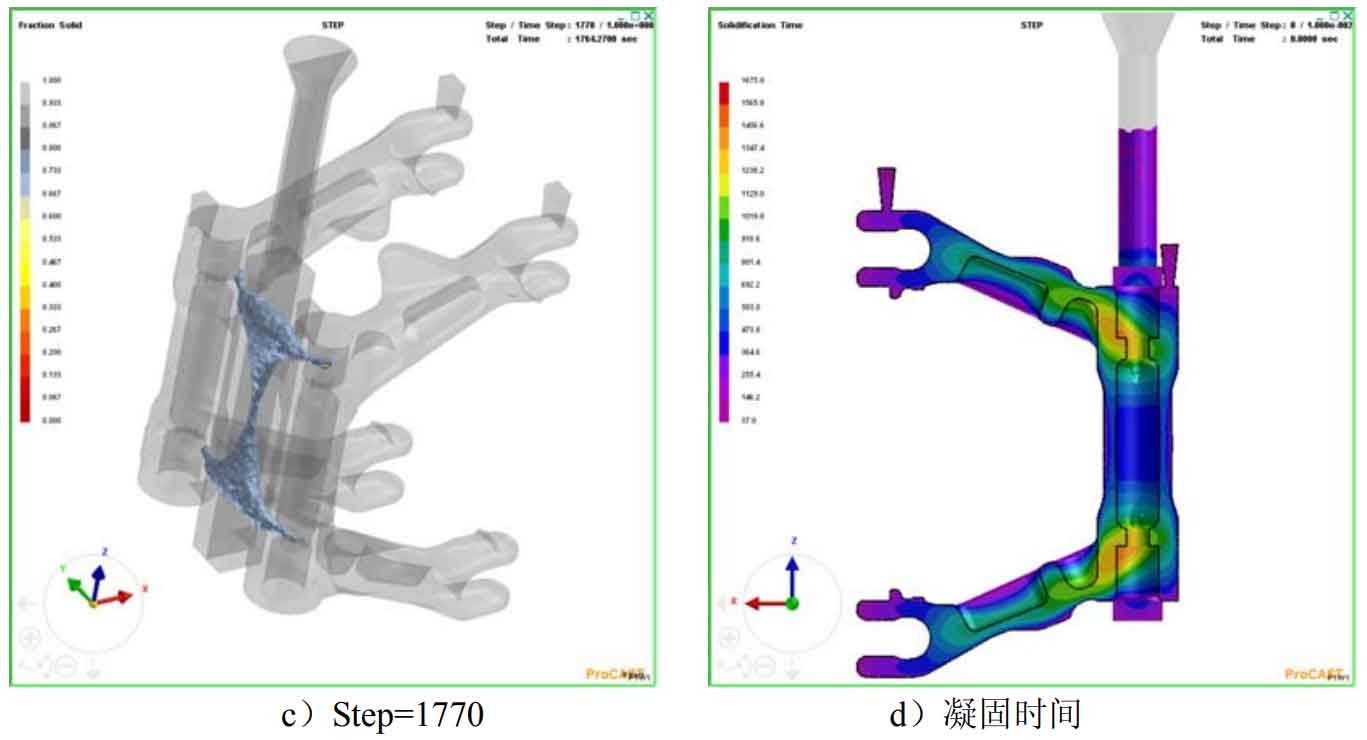
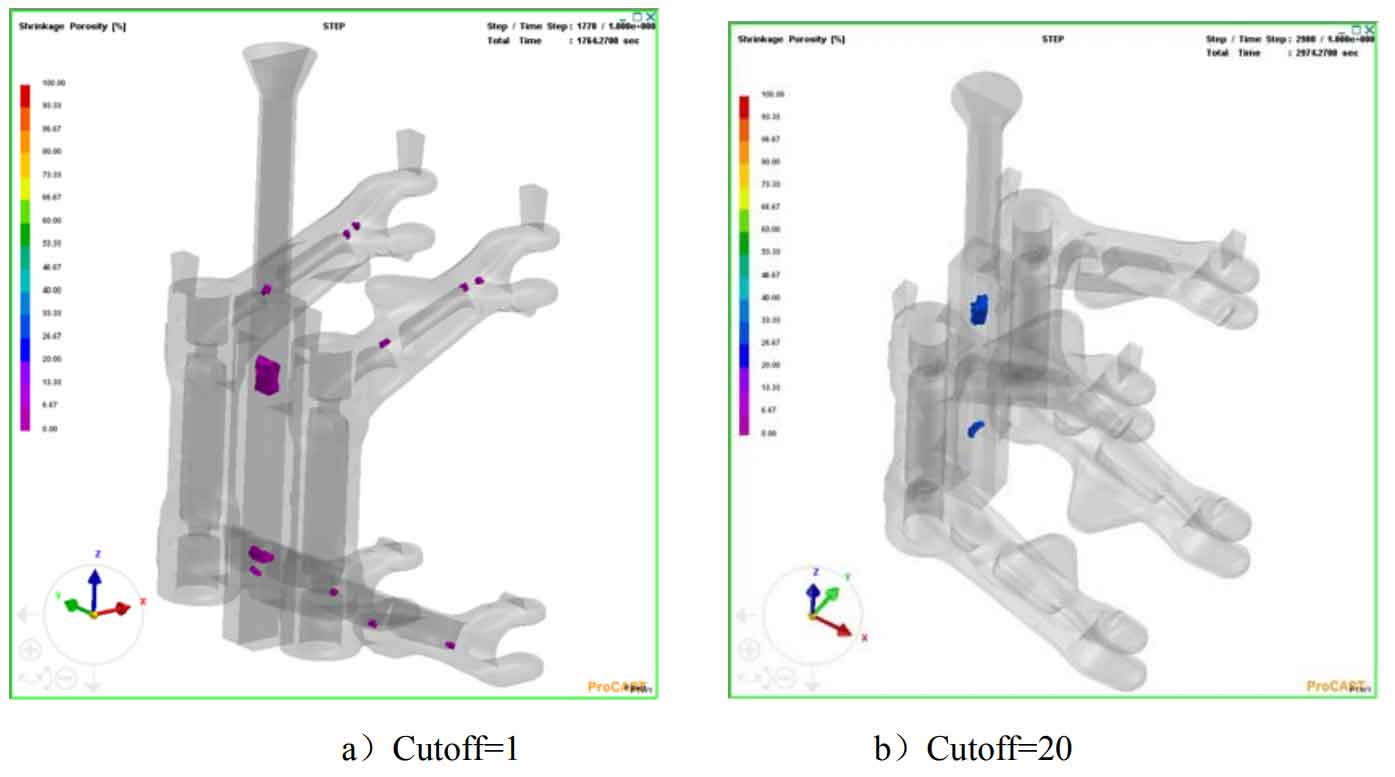
See Fig .3 for the results of solidification simulation of improved process. The improved process improves the feeding situation of the upper and lower large hot spot areas of lost foam casting, and ensures the connection with the inner gate almost in the whole solidification process of lost foam casting. Figures a), b) and C) show the location and size of the isolated liquid phase area respectively. Compared with the two trial production schemes, there is only a small isolated liquid phase area in the thick wall area at both ends of the cylinder, Slight shrinkage defects may occur. The prediction of pore defect results in Figure 4 also proves that the improved process can solve the problem of shrinkage and porosity in lost foam casting. The significant shrinkage defects only appear at the position where the vertical transverse sprue is connected with the inner sprue.