
It can be seen from the table that under the pouring temperature of 1420 ℃ and 1450 ℃, the mold filling time of negative pressure 0.04MPa, 0.05Mpa and 0.06mpa are 46.84s, 48.98s, 45.75s, 44.15s, 48.62s and 47.39s respectively. Other influencing factors remain unchanged. When the pouring temperature is constant, with the increase of vacuum negative pressure, the filling time of the six schemes increases first and then decreases. The shortest filling time is scheme D, that is, when the pouring temperature is 1450 and the vacuum negative pressure is -0.04mpa.
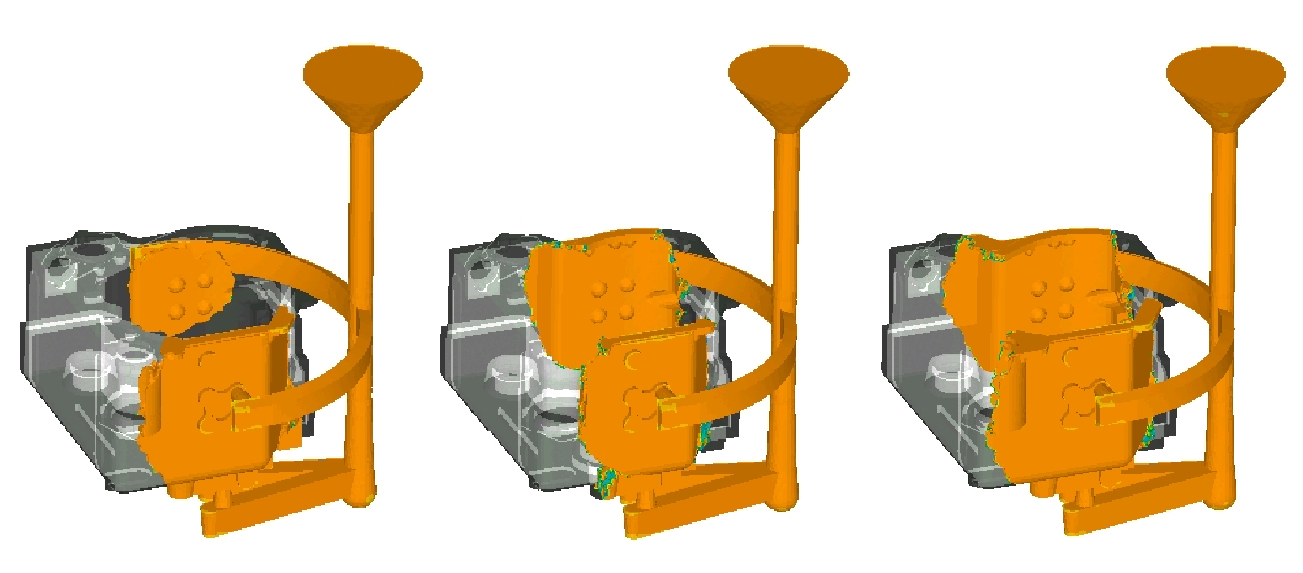
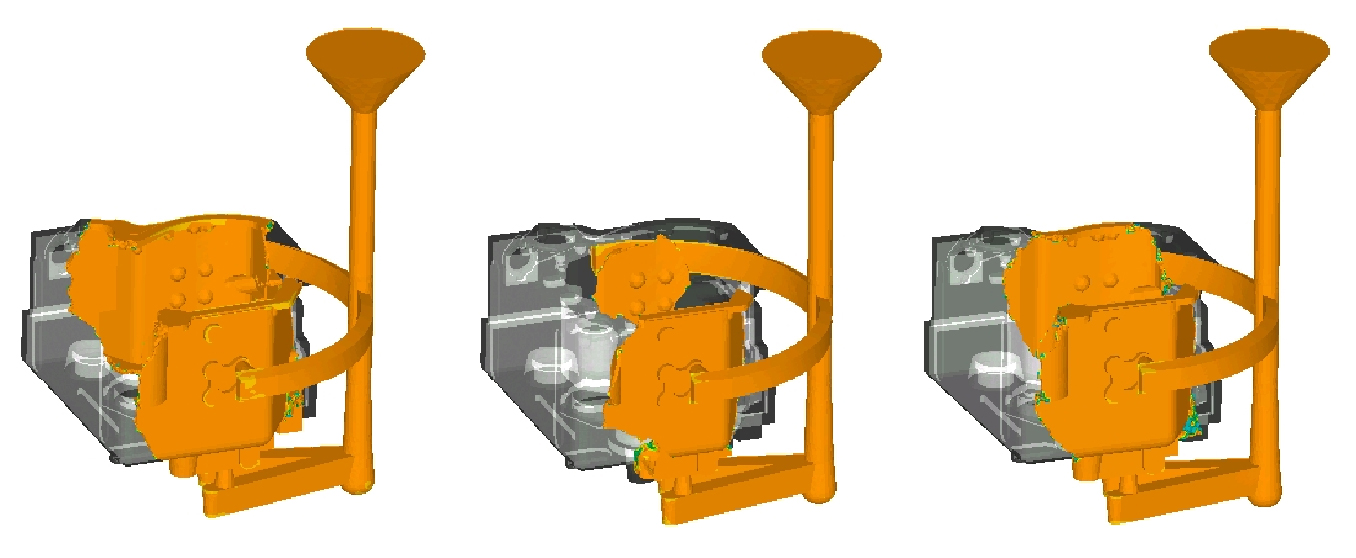
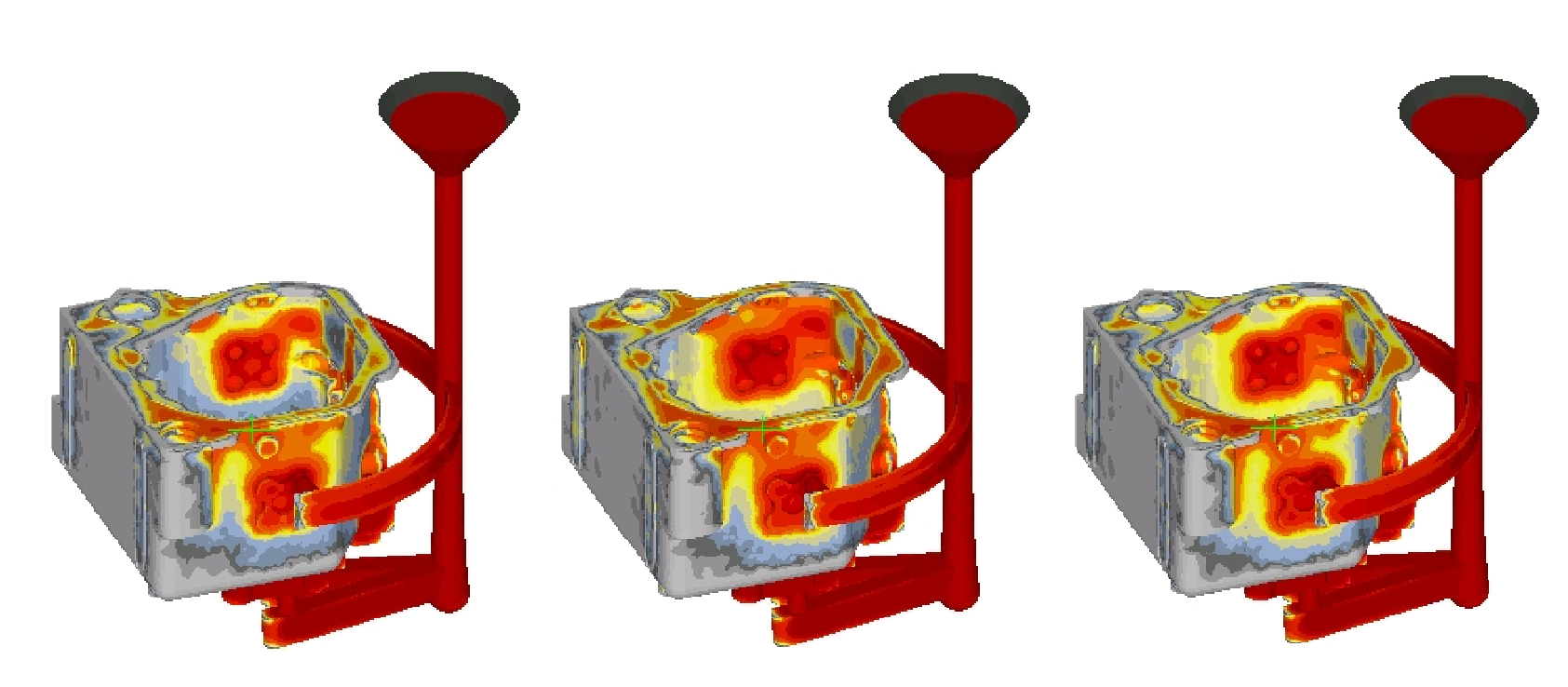
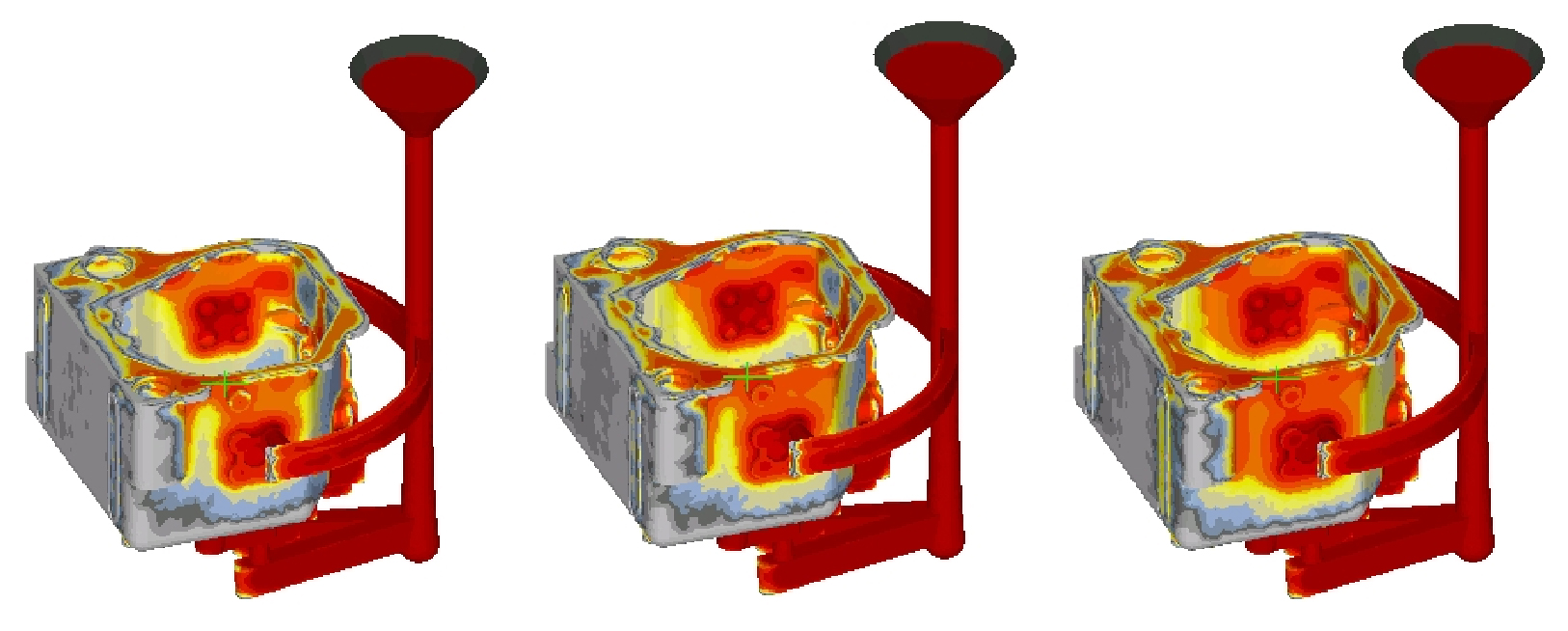
At the same time, it can also be seen that under the condition of high and low vacuum, the filling of liquid metal is not stable, and sometimes the filling is suspended. It can be seen from the table that the filling process of scheme B and scheme e is relatively stable, but the filling time of scheme B is longer than that of scheme E. This is because the reaction time of molten metal and foam pattern increases with the increase of pouring temperature. On the other hand, with the increase of pouring temperature, the fluidity of molten metal also increases. Therefore, under the same negative pressure, the filling speed will be accelerated with the increase of pouring temperature. Figure 1 shows the filling degree corresponding to the three negative pressure degrees when the pouring temperature is 1420 ℃ and the filling time is 37s. Figure 2 shows the filling degree corresponding to the three negative pressure degrees when the pouring temperature is 1450 ℃ and the filling time is 37s.
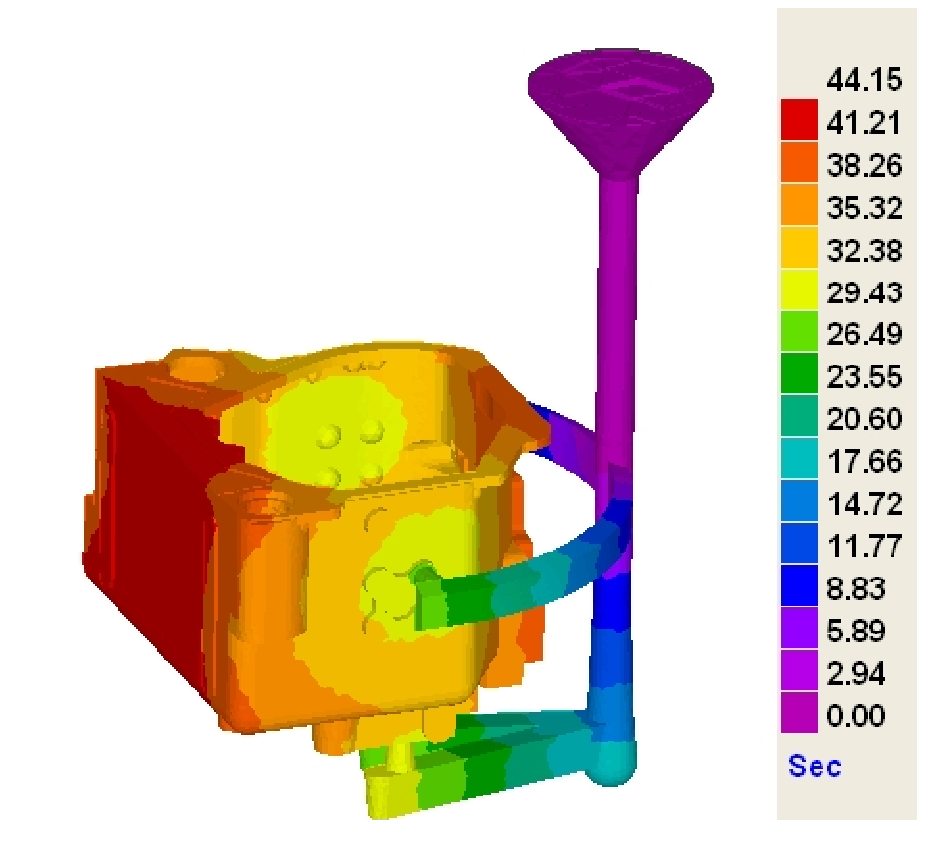
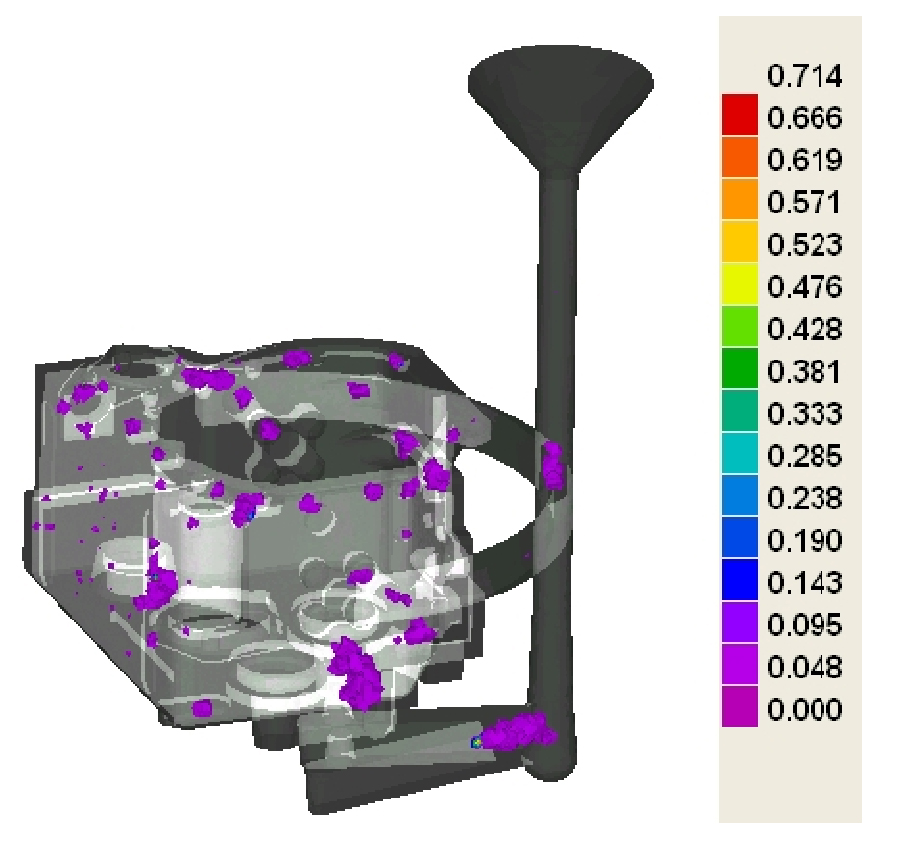
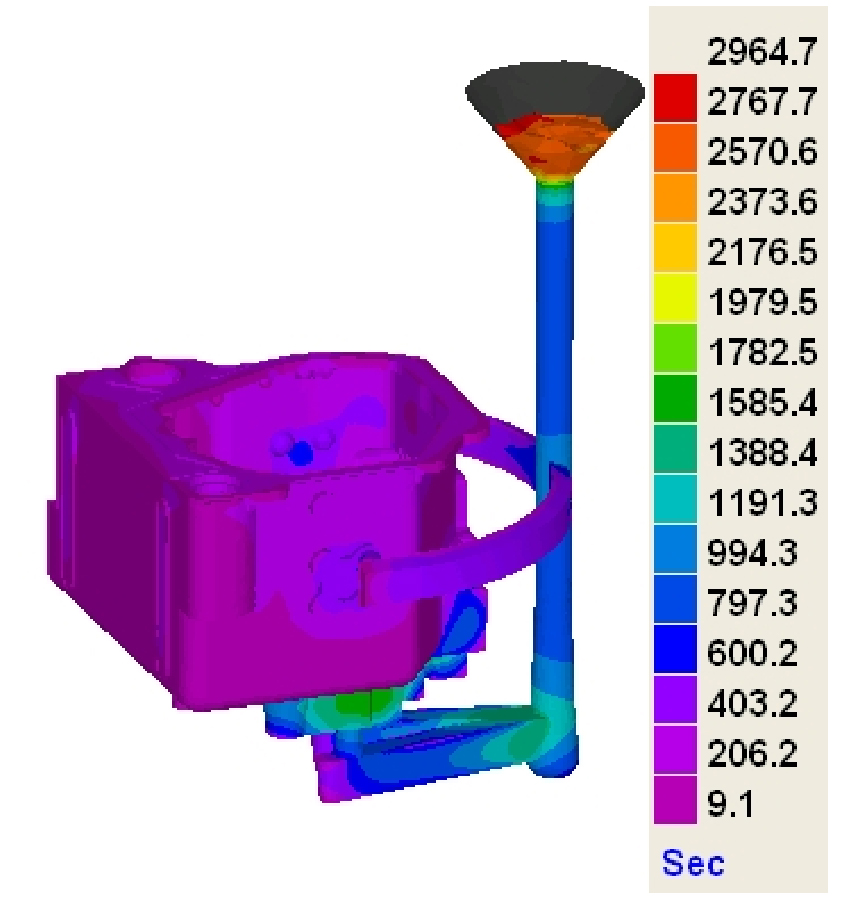
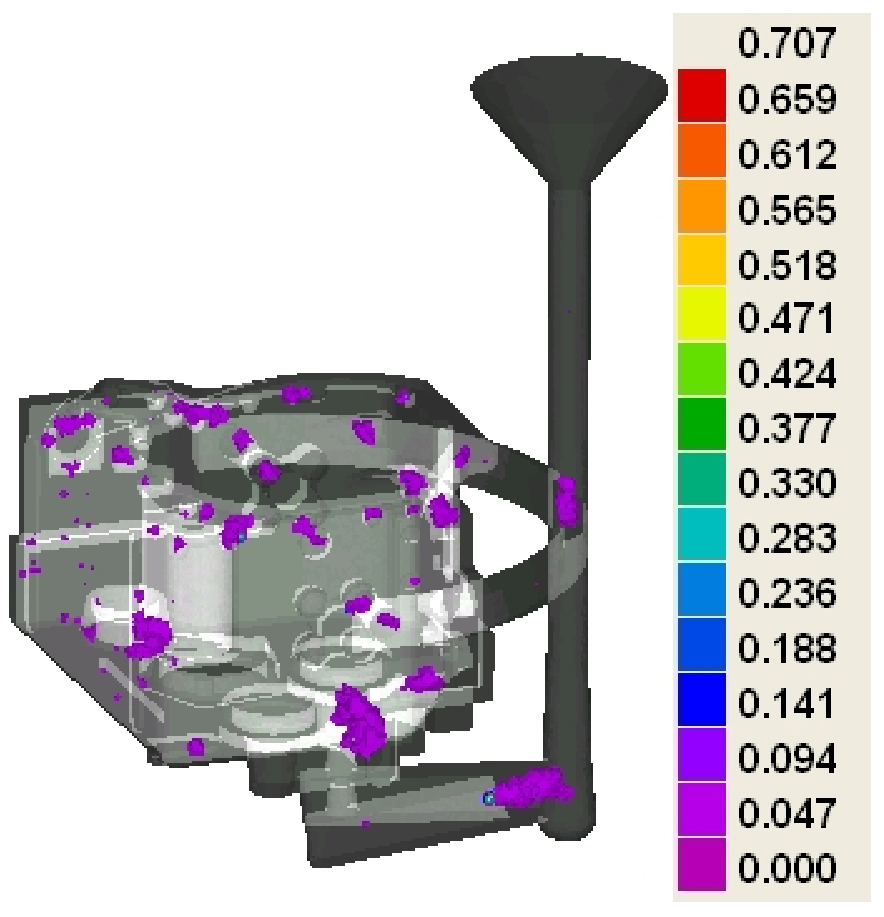
From the simulation results of lost foam casting process, it can be seen that the fastest mold filling is scheme D, that is, when the pouring temperature is 1450 ℃ and the negative pressure vacuum degree is 0.04MPa. The reason for this phenomenon is that because of the negative pressure, the products produced by reaction of metal liquid and foam pattern will be quickly discharged into the mold. However, this does not mean that the higher the negative pressure, the faster the filling. Because when the negative pressure is too high, it will affect the flow of molten metal, which will cause the metal liquid to flow along the wall of the casting wall, so that it is easy to form a concave negative pressure area, so that the reaction product of the liquid metal and foam pattern is not easy to discharge, which will lead to the decrease of the fluidity of the molten metal. The mold filling time with negative pressure of 0.04MPa is short, as shown in Figure 3. Figure 4 shows the schematic diagram of shrinkage and shrinkage casting defects simulated by lost foam casting process at 1450 ℃, 0.04MPa. It can be seen from the figure that the maximum shrinkage rate is 0.714 and the total shrinkage and shrinkage amount is 90.46cc.
From the simulation results of lost foam casting process, it can be seen that under the pouring temperature of 1420 ℃ and 1450 ℃, the solidification times of negative pressure 0.04MPa, 0.05Mpa and 0.06mpa are 2938s, 2964s, 2947s, 2934s, 2953s and 2922s respectively. Fig. 5 shows the solidification degree corresponding to the three negative pressure degrees when the pouring temperature is 1420 ℃ and the filling time is 160S. Figure 6 shows the solidification degree corresponding to the three negative pressure degrees when the pouring temperature is 1450 ℃ and the filling time is 160S.
From the analysis of the simulation results of solidified lost foam casting process, it can be seen that the fastest solidification speed is scheme F, that is, when the pouring temperature is 1450 ℃ and the negative pressure is 0.06mpa. Fig. 4 shows the schematic diagram of shrinkage porosity and shrinkage cavity simulated by lost foam casting process at 1450 ℃, 0.06mpa. It can be seen from the figure that the maximum shrinkage cavity rate is 0.716 and the total shrinkage porosity and shrinkage cavity amount is 90.42cc.
It can be seen from the simulation results that under the pouring temperature of 1420 ℃ and 1450 ℃, the maximum shrinkage rate and the total amount of shrinkage and shrinkage of 0.04MPa, 0.05Mpa and 0.06mpa under negative pressure are shown in the table. From the table, it can be seen that under the negative pressure of 1420 ℃ and 0.05Mpa, the maximum shrinkage rate is 0.707 and the total amount of shrinkage and shrinkage is 88.87, which are the smallest.
The analysis of the above simulation results of lost foam casting process shows that the pouring temperature and negative pressure have an important impact on the quality of castings. Through comparison, it is found that the filling time of scheme B is similar to that of other schemes, and the solidification time is longer, but the casting defects of shrinkage porosity and shrinkage cavity are the smallest according to the simulation results of lost foam casting process. After the final analysis, it is considered that the most reasonable process scheme is scheme I, that is, the pouring temperature is 1420 ℃ and the vacuum degree is -0.05mpa.
| Process scheme | Pouring temperature (℃) | Negative pressure (MPA) | Filling time (s) |
| a | 1420 | -0.04 | 46.84 |
| b | 1420 | -0.05 | 48,98 |
| c | 1420 | -0.06 | 45.75 |
| d | 1450 | -0.04 | 44.15 |
| e | 1450 | -0.05 | 48.62 |
| f | 1450 | -0.06 | 47.39 |