
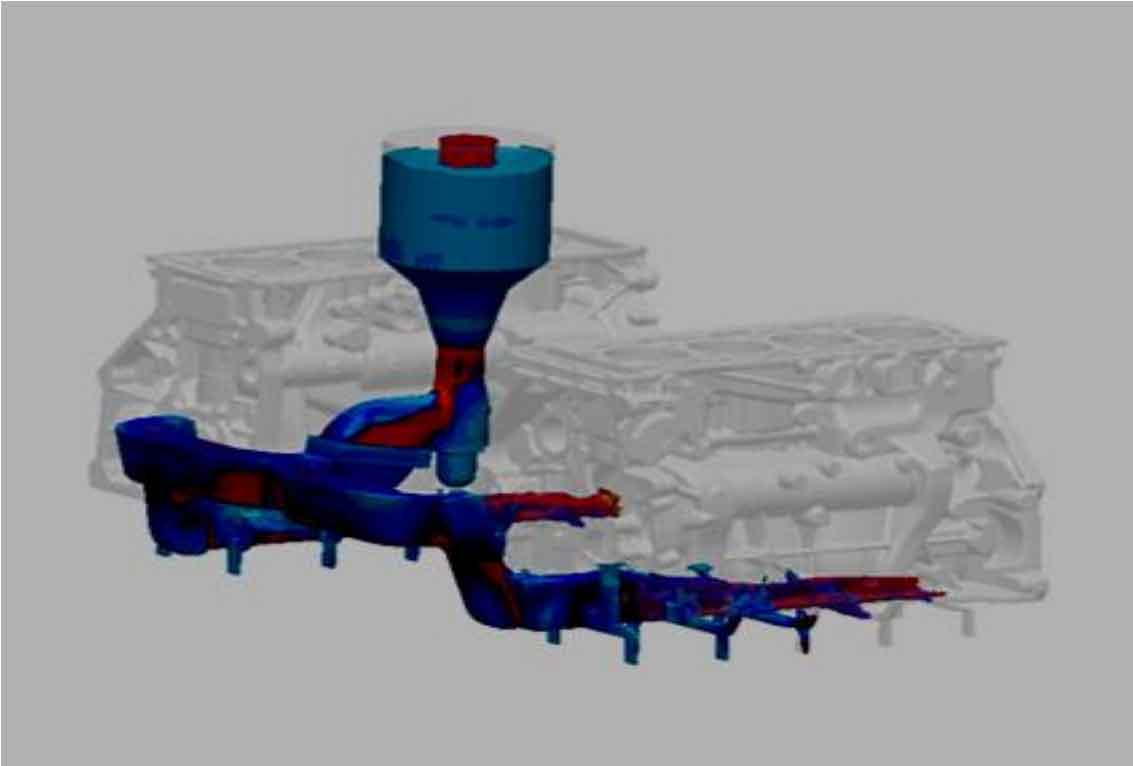
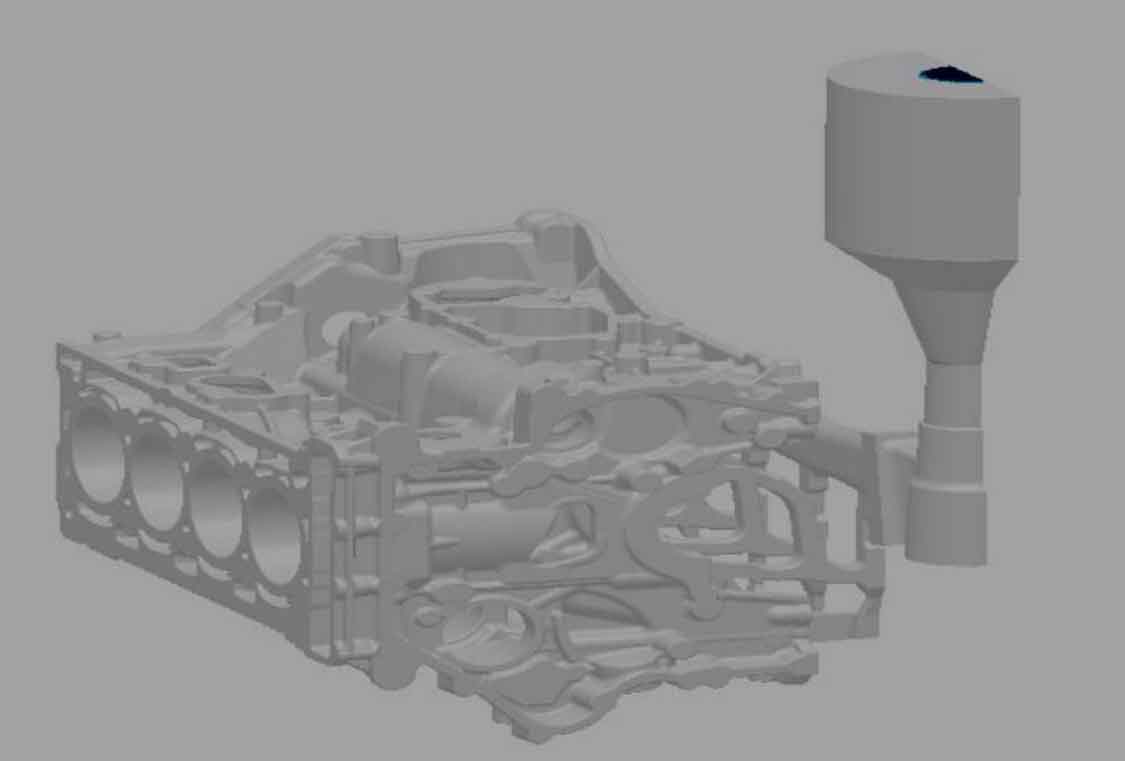
In order to study the distribution law of sand sticking sintering phenomenon in different parts of cylinder block, an experiment was carried out on a newly developed new product of core assembly vertical casting. This process means that all parts and shapes of the cylinder block casting are formed by sand core, and the sand mold only forms a cavity and part of the gating system. The new product adopts the core assembly and vertical pouring technology, as shown in Figure 1, with two pieces for each type. All sand cores adopt the core making center for automatic production, assembly, coating, drying and secondary assembly, and finally form an integral core package. During pouring, molten iron enters from the side of the core package and rises successively from the bottom flange of the cylinder block to the top surface of the cylinder to realize the so-called vertical pouring. Due to the use of integral core assembly and coating technology, the finish of both the outer surface and inner cavity surface of the cast cylinder block is very high, and there is basically no problem of sand sticking sintering; In the traditional horizontal pouring process, as shown in Figure 2, because the upper / lower box surface is formed by sand mold (70 / 140 water washed sand), especially the molten iron soaking time on the lower box surface is long, and the phenomenon of sand sticking and sintering on the surface is serious.
In order to study the law of sand sticking and veins, the overall core pack structure is shown in Figure 3. Without coating, it is directly formed by 50 / 100 scrubbing sand core, and then directly poured. The pouring temperature of molten iron is 1450 ℃. After sand falling, it is cleaned by rat dragon shot blasting machine, and the surface quality of castings and the distribution law of sand sticking and sintering parts are observed.
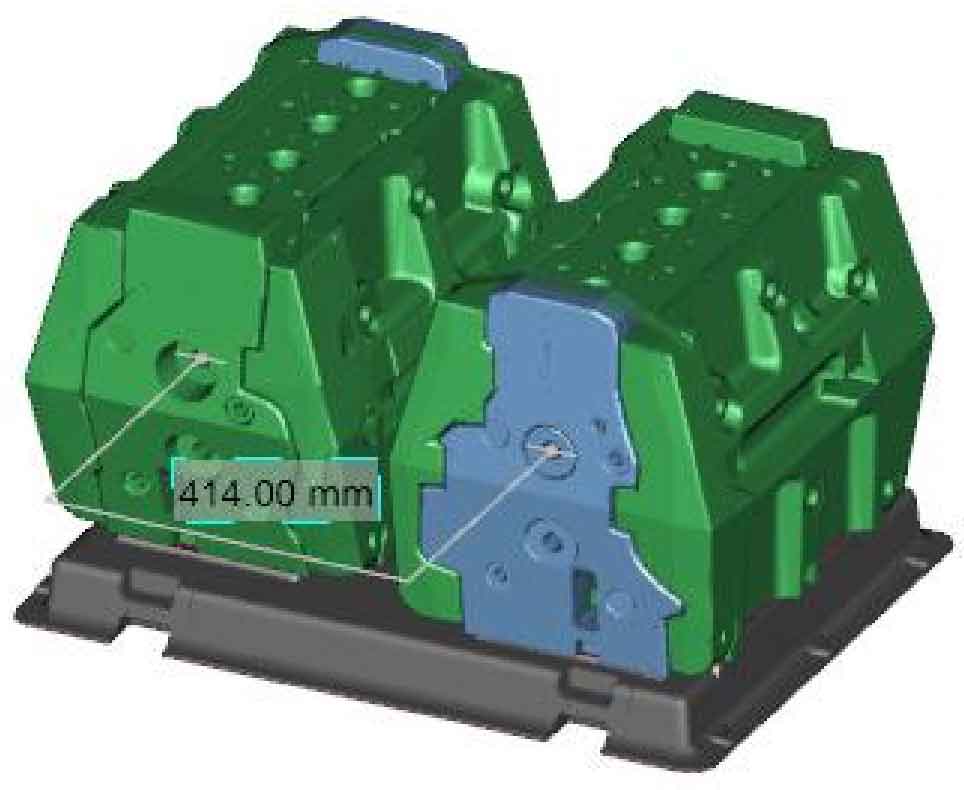
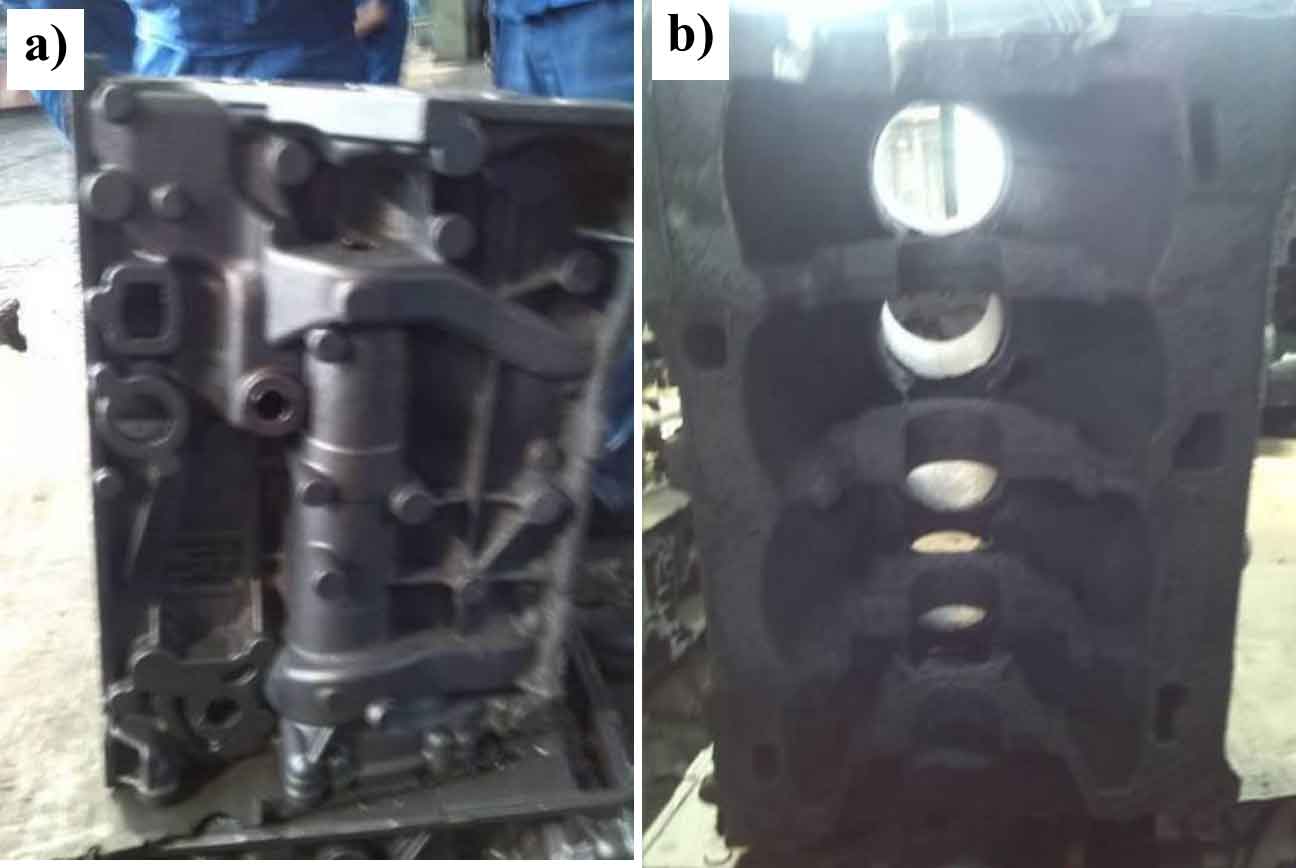
Figure 4 shows the sand sticking on the surface of the core assembly vertical casting cylinder block. It can be seen from Figure 4 that the sand sticking and sintering of the lower half of the cylinder block are serious, and the finish of the upper half is better, and the product adopts the core assembly vertical casting process, the closer it is to the bottom flange of the cylinder block, The longer the soaking time of molten iron in the pouring process of cylinder block (assuming the same solidification time), in fact, the more serious the sand sticking sintering in the lower part. Therefore, it can be inferred that under the same production conditions, the immersion time of molten iron is an important factor affecting the surface quality. The longer the immersion time of molten iron, the greater the tendency of sand sticking sintering on the surface and inner cavity of the casting; on the contrary, the shorter the immersion time of molten iron, the more conducive to improving the surface quality of the casting.
At the same time, the matrix structure and graphite morphology of different parts of core assembly vertical casting cylinder block casting are analyzed by metallography. The results are shown in Fig. 5 and Fig. 6 respectively.
As shown in Fig. 5, the microstructure of the casting is pearlite, and the pearlite sheet spacing is basically similar. The quantity of pearlite is related to the chemical composition, cooling rate, inoculation effect and so on. The greater the cooling rate and undercooling of the casting, the higher the proportion of pearlite in the casting matrix.

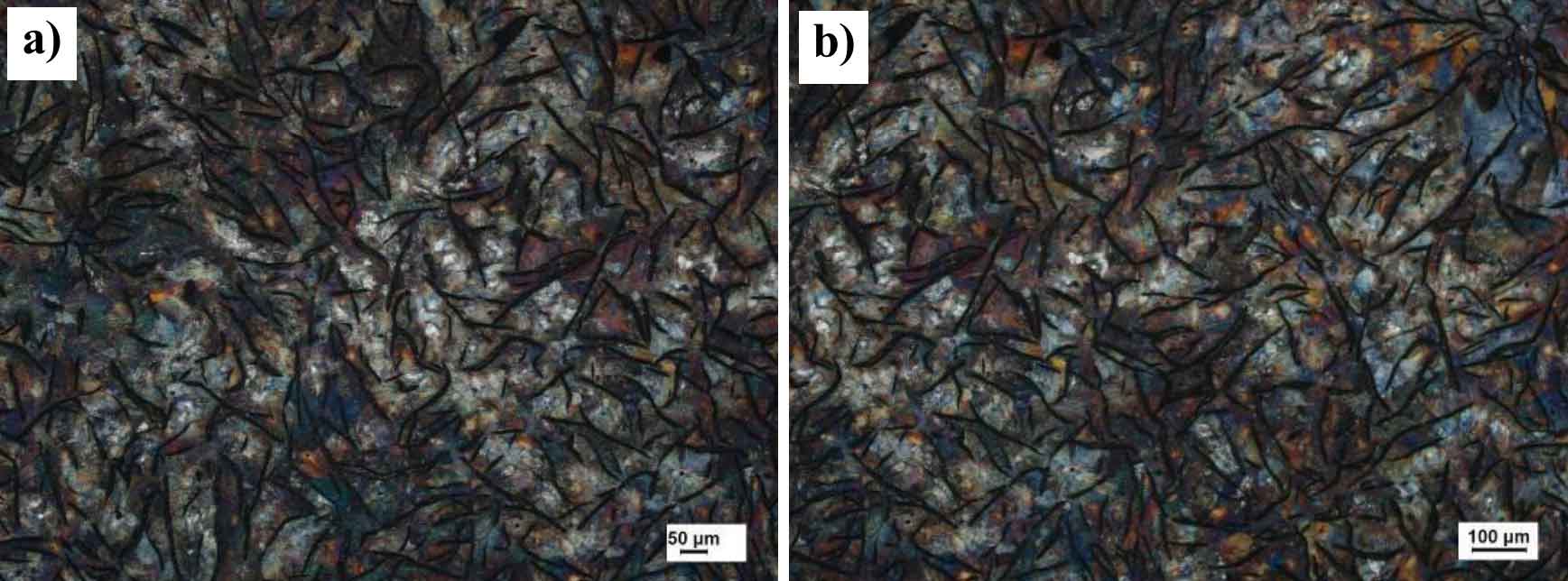
Graphite is the main phase of iron castings. The morphology and distribution of graphite have a great impact on the mechanical properties of iron castings. The morphology of graphite is affected by the cooling rate. The cooling rate is slow, and it is easy to appear coarse flake graphite. The metallographic observation results of graphite in the structure of cylinder block casting are shown in Fig. 6. It can be seen that the morphology of graphite in each part of cylinder block changes little, indicating that the difference in cooling rate of each part of casting is not very obvious.
The content of pearlite and graphite in the matrix of cylinder block casting is detected. It can be seen that the content of pearlite is 98%, and the content of type A and type B graphite is less than 5%, which meets the standard requirements. It shows that the process measures taken for surface sand sticking have little effect on the microstructure and mechanical properties of castings.