This article focuses on the application of a new pattern material, EMB, in lost foam casting to address the issues of carburization and back-spurt in steel casting. It delves into the sources of gas and carbon in pattern materials, compares the casting application methods and costs of the lost foam process and the pre-burning and post-pouring method, conducts a technical analysis of the gas and carbon in the EMB material, examines the application feedback of the EMB material in the direct pouring of 25Mn steel casting brackets, and finally presents the conclusion and outlook. The research shows that the EMB material effectively reduces carburization, improves casting quality, and has broad application prospects.
1. Introduction
Lost foam casting, known for its high dimensional precision and low production cost, is widely recognized in the casting industry. However, due to 不完善的性能 of pattern materials, defects such as carburization, porosity, and back-spurt occur during the casting of steel products, 限制了 its application. This article explores solutions to these problems through the use of a new pattern material, EMB.
2. Sources of Gas and Carbon in Pattern Materials
The main raw materials of pattern materials include acrylates, styrene, and pentane. Different materials have different decomposition products during combustion. For example, styrene decomposes into carbonaceous substances, which are the main cause of carbon increase. Understanding these sources is crucial for addressing the carburization problem.
| Raw Material | Decomposition Products | Role in Carburization |
|---|---|---|
| Acrylates | Organic gaseous small molecules, CO₂, H₂O | – |
| Styrene | Carbonaceous substances (coke-like polymers) | Main cause of carbon increase |
| Pentane | Gas and micro-carbon | Contributes to gas and carbon |
3. Comparison of Casting Application Methods and Costs
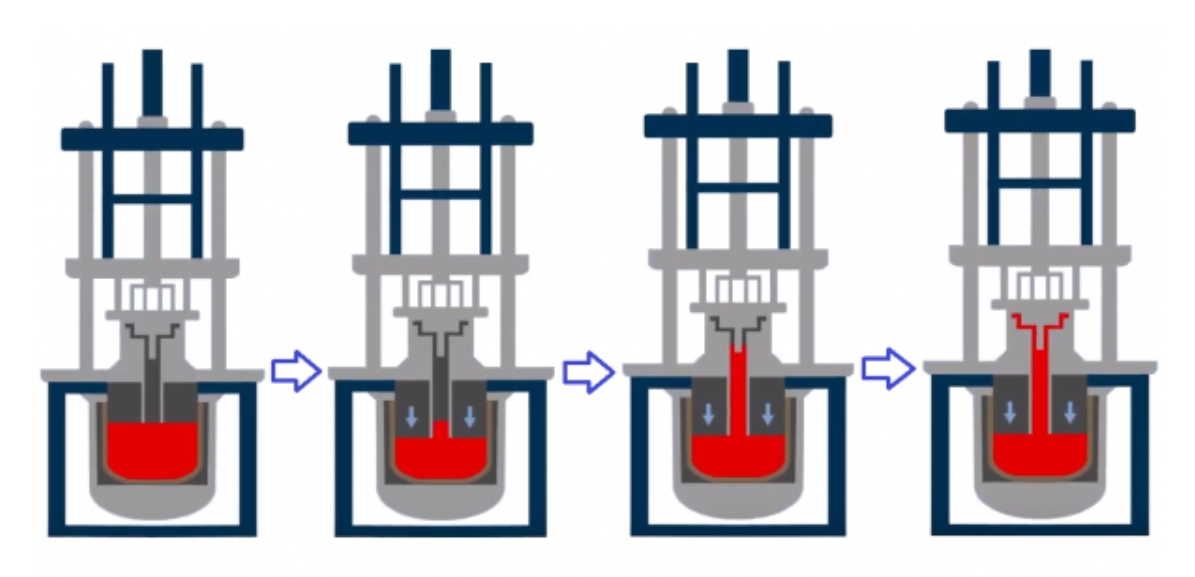
3.1 Lost Foam Casting Process
The lost foam casting process involves directly pouring molten metal into the sand mold after coating the pattern. This method is simple and convenient.
3.2 Pre-burning and Post-pouring Method
In the pre-burning and post-pouring method, the pattern is burned first, and then the molten metal is poured. This method has certain limitations and higher costs.
| Comparison Items | Lost Foam Casting | Pre-burning and Post-pouring |
|---|---|---|
| Coating Cost | Lower (thinner coating layer) | Higher |
| Coating Process Complexity | Simpler | More complex |
| Number of Coating Applications | Fewer | More |
| Process Time | Shorter | Longer |
| Carbon Increase | Higher (due to incomplete burning of pattern materials) | – |
| Process Stability | Higher | Lower (due to loss of negative pressure in the sand box) |
4. Technical Analysis of Gas and Carbon in EMB Material
4.1 Appearance Quality
The EMB material is designed to have a better appearance by 借鉴 the surface of Japanese JSP patterns, resulting in a more beautiful and smooth surface.
4.2 Low Carbon Content
EMB contains only 10% styrene, resulting in a lower carbon increase compared to traditional materials.
4.3 Anti-back-spurt and Anti-roll Gas Performance
The EMB material 加入了 a special locking agent to reduce the content of pentane and improve the uniformity of gas generation, thereby reducing back-spurt and roll gas phenomena.
| Performance | EMB Material | Traditional Materials |
|---|---|---|
| Appearance | More beautiful and smooth | – |
| Carbon Content | Lower (10% styrene) | Higher |
| Anti-back-spurt and Anti-roll Gas | Better (through special locking agent) | Poorer |
5. Application Feedback of EMB Material in 25Mn Steel Casting Bracket Direct Pouring
5.1 Preparation of White Patterns
The preparation of white patterns using EMB301# beads and 普通共聚 beads is compared, with different pre-expansion densities.
5.2 Coating and Assembly
The coating used for EMB is a special coating for steel casting, with a thickness of more than 1.6 mm.
5.3 Melting, Molding, and Pouring
The melting and pouring process of 25Mn steel is described, including the pouring temperature, negative pressure, and pouring time. The EMB material shows better performance with less back-spurt.
5.4 Chemical Composition Analysis of Castings
The chemical composition analysis of castings made with EMB and 普通共聚 materials is compared, showing that the EMB material has a lower carbon increase and more controllable carbon content.
| Material | Foam Density (g/L) | Original Carbon Content in Molten Steel (%) | Maximum Carbon Content in Casting (%) | Minimum Carbon Increase in Casting (%) |
|---|---|---|---|---|
| EMB302 | 28 | 0.20 | 0.238 | 0.002 |
| 普通共聚 | 24 | 0.212 | 0.320 | 0.044 |
6. Conclusion and Outlook
The use of the EMB material in lost foam casting successfully the problems of carburization and back-spurt in steel casting, improving the quality and yield of castings. However, further research and development are needed to optimize the process and expand its application in the production of high-end castings.
In the future, with the continuous improvement of technology and the expansion of application fields, lost foam casting is expected to play a more important role in the casting industry. The development of new pattern materials like EMB will continue to 推动 the innovation and progress of lost foam casting technology.