
As a high-performance material, nodular cast iron has been widely used in many industries. After years of development, the output of nodular cast iron is the second largest application material after gray cast iron. Therefore, more and more manufacturers are constantly optimizing and improving the process. The production process of nodular cast iron generally includes the following links: smelting qualified molten iron; Spheroidization inoculation treatment; Pre furnace inspection; Casting; Cleaning and heat treatment; Casting quality inspection. Among them, the spheroidization inoculation treatment of molten iron is to change the growth mode of graphite and make the graphite ball round and fine. Therefore, the melting process determines the properties of nodular cast iron.
Lost foam casting is a casting method that uses a foam plastic mold similar to the casting size, which is embedded in dry sand after brush coating, pouring molten iron in vacuum, and casting iron after solidification. It has the advantages of simple operation, high casting precision, clean production and large-scale and mass production. In the production of nodular cast iron by lost foam casting, the conventional inverted spheroidizing process is mostly adopted, that is, a certain amount of spheroidizing agent is placed at the bottom of the spheroidizing bag, which is covered tightly with covering agent and inoculant, and then the molten iron can be washed in.
However, there are the following problems when using the above process in the production of nodular cast iron by lost foam casting: first, the pouring treatment temperature of nodular cast iron produced by lost foam casting is high, the reaction of spheroidizing agent is fast, and the spheroidizing time is difficult to control, so that the absorption rate of magnesium in spheroidizing agent is low; Second, the residual amount of magnesium in the treated molten iron is low, and the burning loss is fast at high temperature, so that the nodularization grade of the casting is low and the nodularization recession is serious. Because the lost foam casting can not produce high-quality nodular iron castings in the conventional ladle spheroidization process, and the scrap rate is high, it is urgent to improve the process level. Figure 1 and Figure 2 show the number of graphite balls and the proportion of pearlite when the original spheroidization process is adopted.
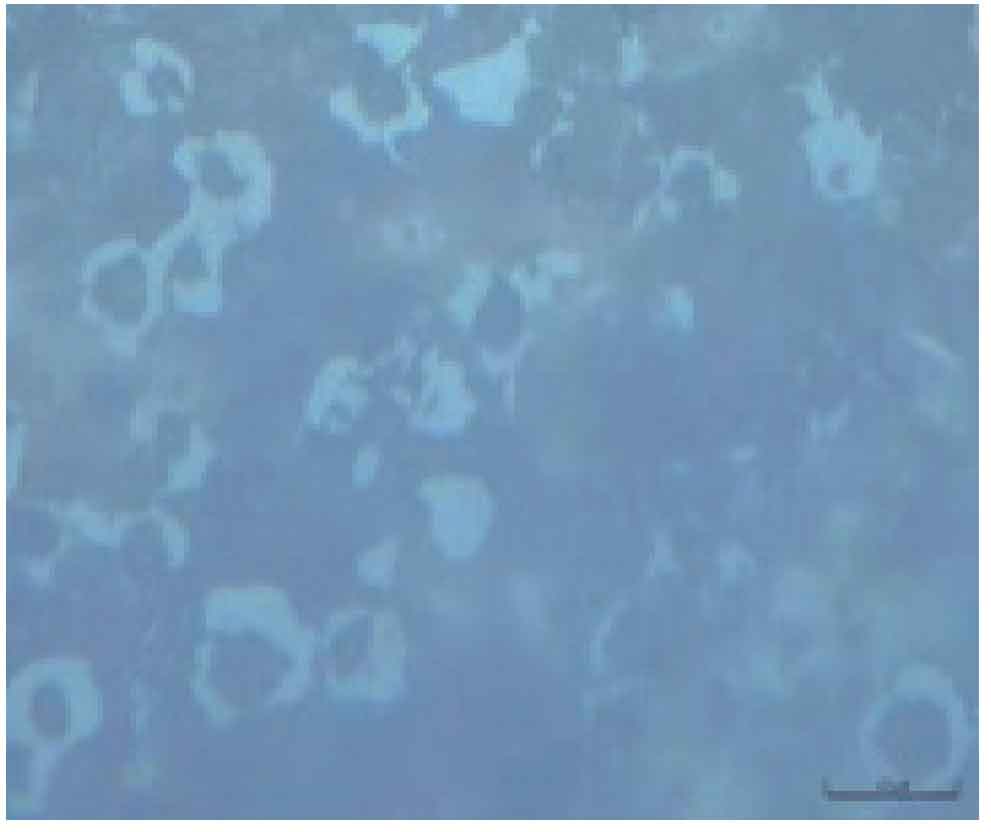
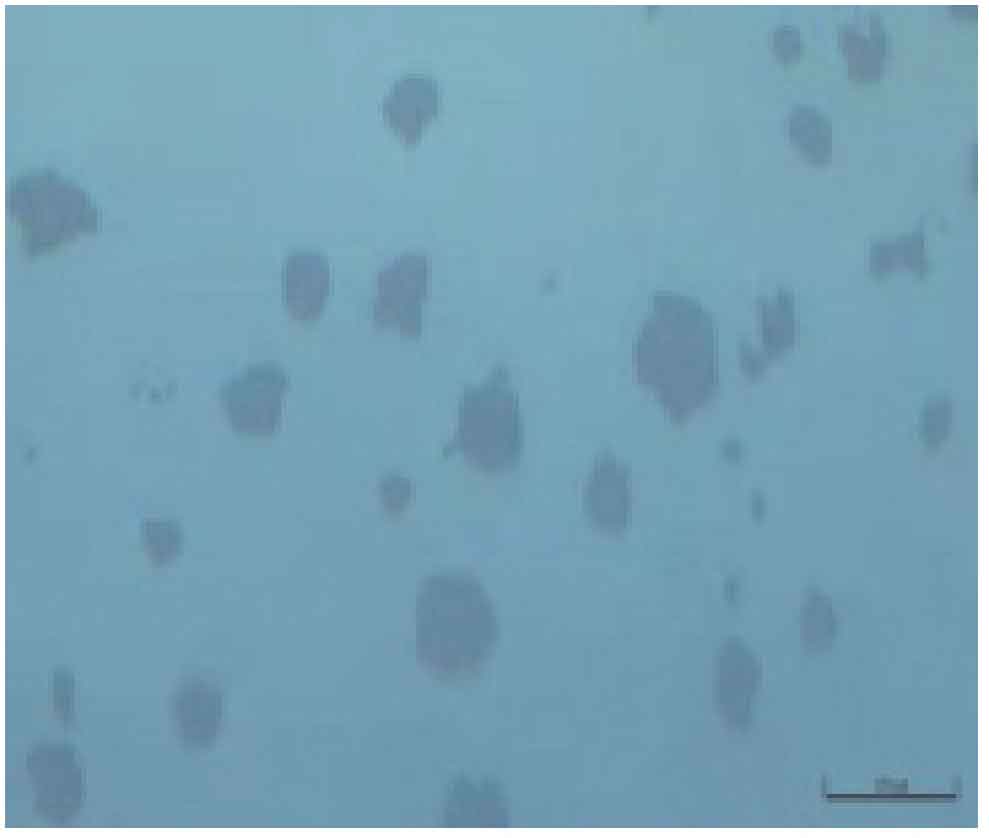
It can be seen from Figure 1 and Figure 2 that the small number of graphite balls and the low pearlite content will affect the mechanical properties and spheroidization grade of nodular cast iron.
To sum up, how to effectively solve the problems of low spheroidization grade, poor quality and high scrap rate of ductile iron produced by lost foam casting is an urgent problem for technicians in the field of lost foam casting.
In view of this, it is imperative to develop a new type of lost foam casting spheroidizing and inoculation process for nodular cast iron. The new technology of ladle spheroidization and inoculation of lost foam casting nodular cast iron can effectively solve the problems of low spheroidization grade, poor casting quality and high scrap rate of lost foam casting nodular cast iron. Therefore, we conducted targeted experiments.