
Based on the ternary phase diagram of Fe-C-N system, the surface chemical heat treatment of nitrocarburizing is carried out. The ε – fe2-3n phase or γ′ – Fe4N compound phase is formed first on the surface. The interstitial position of the dense hexagonal lattice composed of Fe atoms will be occupied orderly by N atoms, and γ′ is a kind of interstitial phase when the nitrogen content is between 5.7% and 5.7% At 6.1%, the phase formed on the surface of the sample is a strengthening layer, and the nitrogen content is about 5.9% when the composition is γ′. At this time, the gap position of fcc lattice composed of Fe atoms is occupied by nitrogen atoms orderly. The existence of these two phases makes the “carbon” in the atmosphere of nitrocarburizing process dissolve simultaneously. When the temperature is between 500 ℃ and 600 ℃, the maximum solid solubility of carbon in γ′ phase is only 0.2%, but the solubility of carbon in phase is not unique, which will change according to the change of temperature. When the temperature rises from 450 ℃ to 700 ℃, the solid solubility of carbon decreases from 5% to 3%.
Therefore, in a certain range, the surface hardness of the sample can be improved due to the addition of carbon. The surface hardness values of three parts of lzqt600-3 ductile iron profile were measured. According to the table, the hardness values of lzqt600-3 ductile iron profile edge, 1 / 2R and core surface are significantly increased after nine kinds of processing, and the hardness range is 610-1100 hv0.25. 740-1030 hv0.25 and 630-1070 hv0.25.
According to the internal measurement data, the surface hardness of Nitrocarburized samples at the edge, 1 / 2R and the core are different. The surface hardness of the nitrocarburized samples at 1 / 2R and the core is higher than that at the edge, and the surface hardness of the central sample after nitrocarburizing is the highest. The reason is that austenite can form pearlite in sufficient time in the forming process of the three parts of the profile. The cooling rate of hot metal at the edge is the largest, and the cooling rate of hot metal in the core is the smallest. In this transformation process, the transformation time at the edge is short, and the austenite has no time to transform into pearlite, so the content of pearlite is the least. However, the pearlite transformation time in the center is long, and austenite is fully transformed, so the pearlite content in this part is the most.
The results show that the matrix structure at the edge of lzqt600-3 ductile iron profile is mainly ferrite with low hardness; the matrix structure at 1 / 2R is mainly composed of ferrite and pearlite, and the microstructure is fine, the grain size is small, and the content of pearlite is less than that in the center, but the comprehensive 1 / 2R matrix structure is mainly composed of ferrite and pearlite The results show that the pearlite lamellar spacing is smaller than the center lamellar spacing and the pearlite hardness is high; the matrix structure of the core is mainly pearlite, although the amount of pearlite is large, the cooling time of molten iron forming the core is the longest, so the graphite ball size is large, the microstructure is coarse, and the pearlite lamellar spacing is the largest, so the surface hardness of this part is slightly less than that of the core 1 / 2R. Therefore, the surface hardness at 1 / 2R after nitrocarburizing is the largest, followed by the center and the edge.
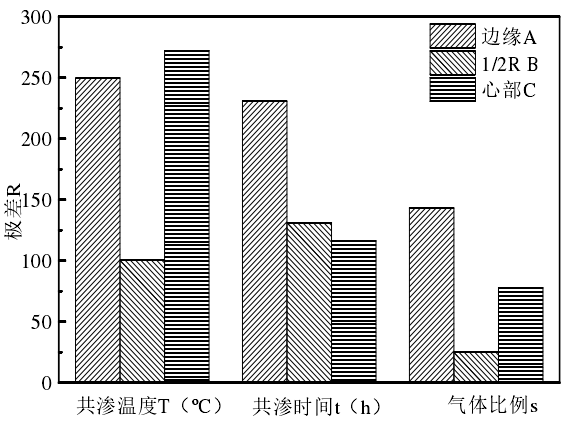
The range analysis of the surface hardness data of the edge, 1 / 2R and the center is carried out, and the R value is calculated, and the results as shown in the figure are obtained. The influence of different levels of each factor on the surface hardness of the sample is r value. The larger the R value is, the more important the factor is, and vice versa, it is the secondary factor. It can be seen from the figure that the primary and secondary order of the factors affecting the surface hardness at 1 / 2R in this orthogonal experiment is the infiltration time t > the temperature T > the gas ratio S; the primary and secondary order of the factors affecting the surface hardness of the edge and core is the infiltration temperature t > the time t > the gas ratio s. When the piston pump cylinder block is working, the greater the surface hardness of the material, the better the wear resistance of the material. Therefore, the primary and secondary order of influencing factors at the position of 1 / 2R of lzqt600-3 ductile iron profile is selected as the standard. Therefore, the primary and secondary order of the influence of nitriding parameters on the surface hardness of lzqt600-3 ductile iron profile is as follows: nitriding time t > nitriding temperature T > gas ratio s.