
Casting is a widely used manufacturing process for producing complex metal components. However, like any manufacturing process, casting can result in various defects that can affect the quality and functionality of the final product. Understanding these common casting defects is crucial for identifying their causes and implementing measures to prevent or minimize them. Here are some of the most common casting defects:
- Porosity: Porosity refers to the presence of voids or gas pockets within the cast metal. It can occur due to several reasons, including improper gating and venting systems, inadequate degassing of molten metal, high pouring temperatures, or excessive turbulence during filling. Porosity can weaken the casting and make it susceptible to leakage or failure under pressure.
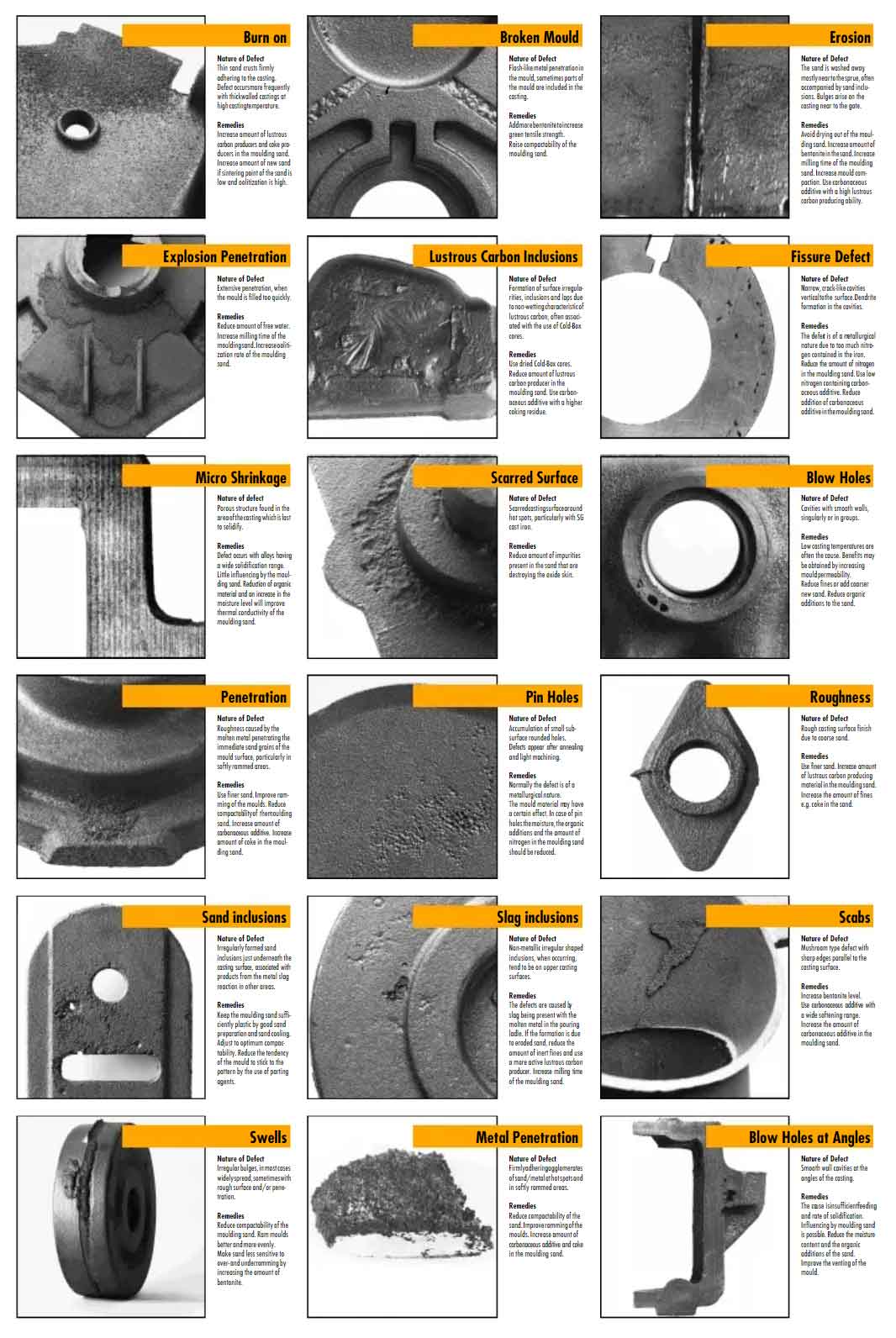
- Shrinkage: Shrinkage defects occur when the metal volume contracts during solidification, leading to voids or cavities. There are two types of shrinkage defects: macroshrinkage and microporosity. Macroshrinkage appears as visible cavities or depressions, while microporosity consists of tiny voids not easily seen with the naked eye. Shrinkage defects can result from improper cooling, insufficient feeding, or inadequate riser design.
- Cold shuts: Cold shuts occur when two streams of molten metal fail to fuse together properly during solidification, leaving a visible line or crack on the casting’s surface. This defect is typically caused by low pouring temperature, inadequate gating system design, or high metal viscosity.
- Hot tears: Hot tears, also known as hot cracking or solidification cracks, are cracks that occur in the casting due to tensile stresses during solidification. They are caused by the inability of the metal to accommodate the volume change during cooling. Factors contributing to hot tears include low hot strength, high restraint, improper riser design, or insufficient feeding.
- Misruns and incomplete casting: Misruns happen when the molten metal fails to completely fill the mold cavity, resulting in an incomplete casting. This defect may occur due to low pouring temperature, inadequate pouring rate, improper gating system, or mold cavity blockage.
- Inclusions: Inclusions are foreign particles or impurities trapped within the casting material. They can be sand, slag, oxides, or other contaminants that find their way into the molten metal. Inclusions can weaken the casting and negatively impact its mechanical properties. Proper melting and metal treatment practices are essential to minimize inclusions.
- Surface defects: Surface defects include various types of imperfections found on the casting’s outer surface, such as roughness, sand burn-in, mold shift, or mold erosion. These defects can occur due to issues with the mold, improper sand compaction, poor gating and venting, or inadequate mold release agents.
Preventing and minimizing these casting defects often involves a combination of process control, proper design and gating system, adequate risering and feeding, optimized pouring parameters, and quality control techniques such as non-destructive testing. Continuous monitoring, analysis, and improvement of the casting process can help identify and address these defects effectively, leading to higher-quality castings.