
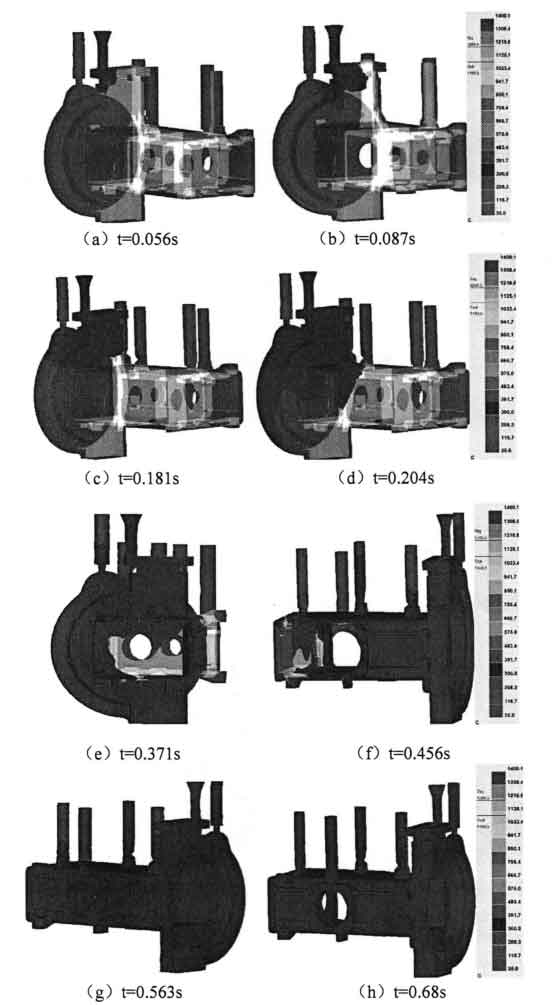
The top pouring system of sand mold casting for tractor box adopts rain pouring, which is divided into four oval internal sprues. The change of temperature field in the mold filling process of liquid metal is shown in Figure 1. According to the simulation results, the mold filling time is 0.68s, which is shorter than that in scheme I. at 0.056s, the metal liquid begins to enter the rectangular boss cavity. At this time, the runner is not full. Under the action of gravity, the metal liquid of sand mold casting of tractor box flows to the runner and downward along the inner wall of circular boss. At 0.181s, the liquid metal fills the runner, and the liquid metal is about to enter the riser on the circular boss. With the passage of time, the liquid metal flows to the cavity below the circular boss under the action of gravity, and the liquid metal fills the upper half of the rectangular boss. In this scheme, the liquid metal flows from top to bottom. Firstly, the upper plate is filled, and then the liquid metal flows smoothly to the top cavity. Since the liquid metal flows smoothly after entering the plane cavity, no air entrainment is found. Then the liquid metal flows to the internal support plate, as shown in Figure 1 (E) and (f). At this time, the rectangular boss and circular boss are full of liquid metal, and the liquid metal flows to the top. It is found from the figure that the last gathering position of liquid metal is the boss on the top side plate, where the feeding riser is set. It can be seen that the design riser here is in line with the actual situation. At 0.563s, the box mold has been filled with liquid metal, and only three risers are not filled. At 0.68s, the liquid metal completely fills the mold cavity without insufficient pouring, which is different from the mid injection Pouring Scheme.
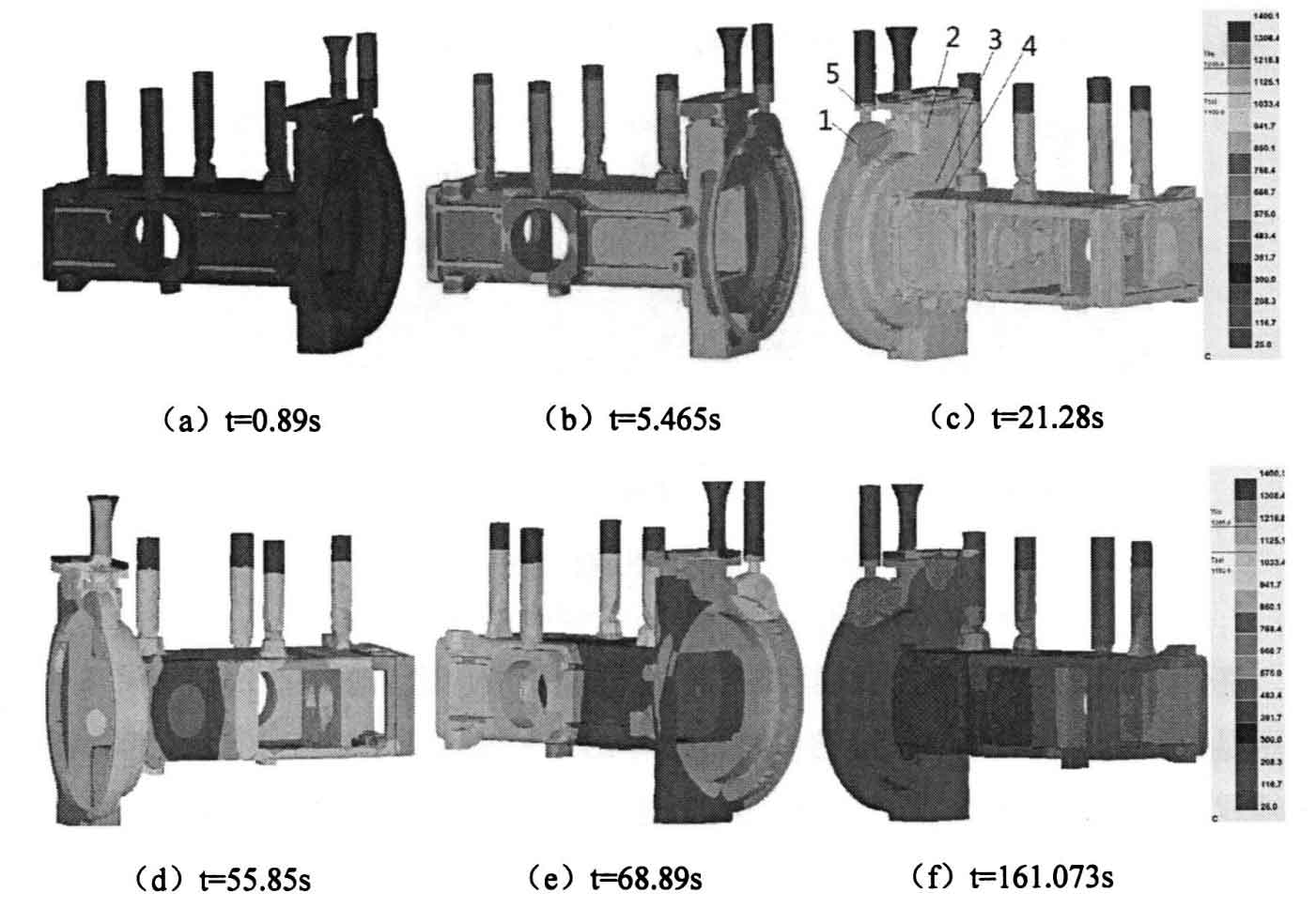
Figure 2 shows the temperature changes of liquid metal during solidification at different times. It can be seen from Figure 2 that the temperature of the two stiffeners in front of the box begins to decrease at 0.89s. The metal liquid at the inner gate and the metal liquid at the thick part of the boss are in a high temperature state. At 5.465s, the temperature at the middle part of the box and the rectangular boss decreases significantly. At this time, the riser at the middle part plays a role in feeding the flat plates on both sides and gradually solidifies towards the upper end of the box. The inner gate feeds the rectangular boss, which is similar to scheme I. The temperature at the junction (C, 2) and the other two sides of the projection during the casting process is greater than that at the junction (Fig. 1, 2), which plays a role in predicting the temperature at the junction (c) and the other two sides of the projection during the solidification process. At this time, the temperature at Mark 5 is lower than that at Mark 1. It solidifies first, and all the liquid metal in the riser is used for feeding. It will not continue to play the role of feeding in the later solidification process. Therefore, the design of the riser is unreasonable and needs to be improved. It can be seen from Figure 2 that the two support plates inside the box have different solidification sequences due to different thicknesses. The temperature of the support plate near the upper end of the box decreases slowly and is higher than that of the plates on both sides connected with it; At 55.85s, the casting temperature is below the solidus line, and the solidification sequence is gradual from the middle of the tractor box sand casting to the upper end of the casting. Due to the thick internal support plate and the boss at the top of the tractor box sand casting, the overall thickness is larger than that in the middle of the casting. The wall thickness of the rectangular boss is smaller than that of the circular boss, so the temperature decreases faster than that of the circular boss and solidifies first; With the extension of time, all parts of the tractor box sand mold casting will continue to solidify, and the riser will supplement the solidification of the boss on the side plate. The circular boss of the casting, the top of the tractor box sand mold casting and the shaft installation boss are the final solidification parts, which is basically consistent with the situation of the medium injection scheme. At 161.073s, the sand casting of tractor box basically completes the solidification process, and then the casting will be cooled to normal temperature.
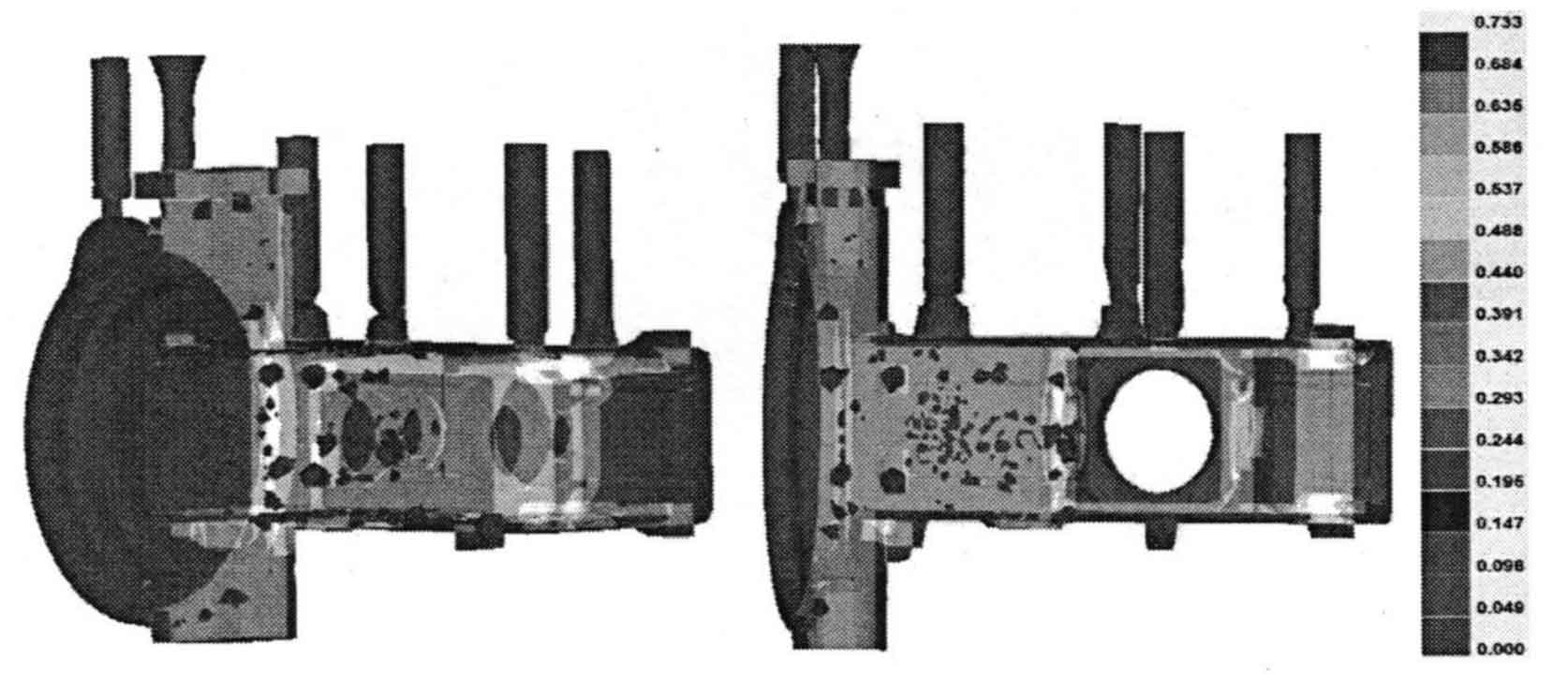
In the whole process of mold filling and solidification, the metal liquid can completely fill the mold cavity. Except for the insufficient feeding of the riser at the circular boss, the other risers play the role of feeding. As shown in Figure 3, it is the distribution diagram of shrinkage cavity and porosity. Compared with the medium injection scheme, the shrinkage cavity and porosity of the top injection scheme are relatively small, and there are no casting defects at the junction of the large planes on both sides and the boss, and there are no casting defects at the support plate near the upper end inside the box. However, there are still many casting defects in the sand casting of tractor box, and the process scheme still needs to be improved.