
1. Defect analysis
(1) The rib plate of the cylinder body forms a grid shaped geometric hot spot with the cylinder body;
(2) The layout of the ingate is unreasonable, resulting in flow hot spot;
(3) It is easy to form shrinkage porosity and porosity when the geometric and flow hot spots are superimposed together;
(4) When the distance between the runner and the casting is too small, the runner heat interferes with the solidification of the casting and forms the strip shrinkage porosity and crater.
2. Preventive measures
(1) The position of molten iron in the ceramic pipe ingate is optimized, and the ceramic pipe ingate is symmetrically distributed on both sides of the rib plate, so as to avoid the strip flow hot spot when the molten iron enters the straight line;
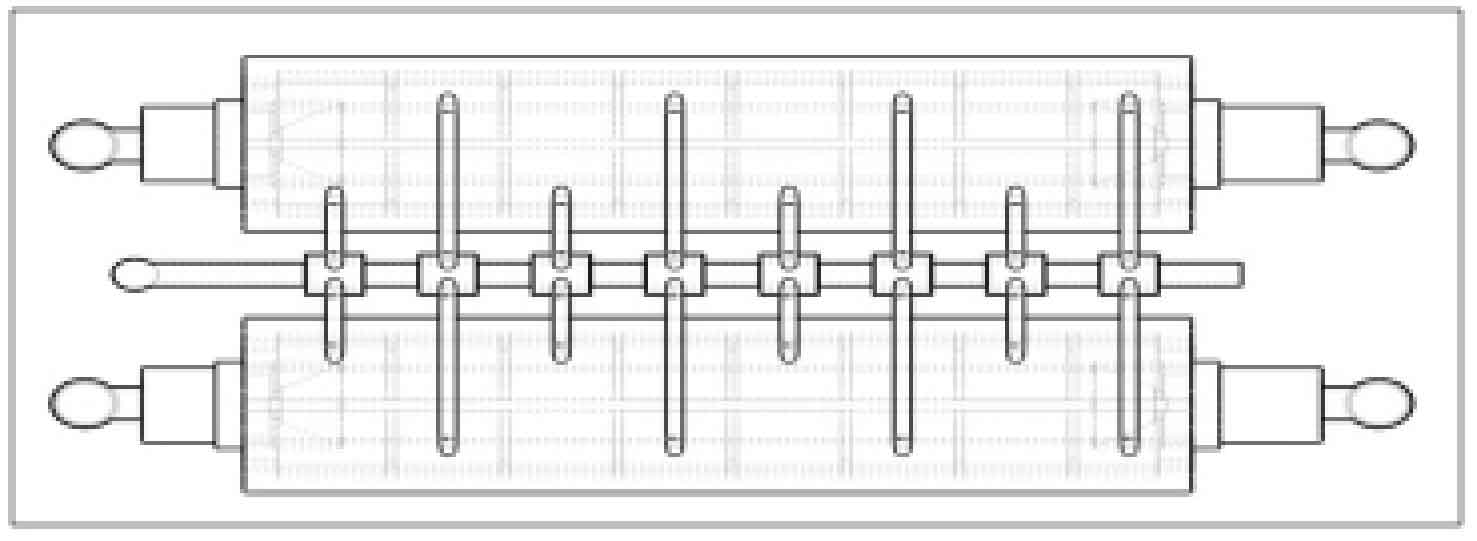
(2) If there are crossed ribs in the barrel, the corresponding position of the ribs should be accurately drawn on the model first, and then the liquid iron inlet should be evenly and symmetrically distributed in the neutral position of the ribs. As shown in the figure, the flow hot spot area with small liquid iron inlet and the geometric hot spot area of the barrel form a complementary relationship, so that the whole temperature field of the barrel reaches the best equilibrium;
(3) The minimum distance between runner and casting should be greater than or equal to 60 mm, which can avoid the influence of runner on casting solidification.