
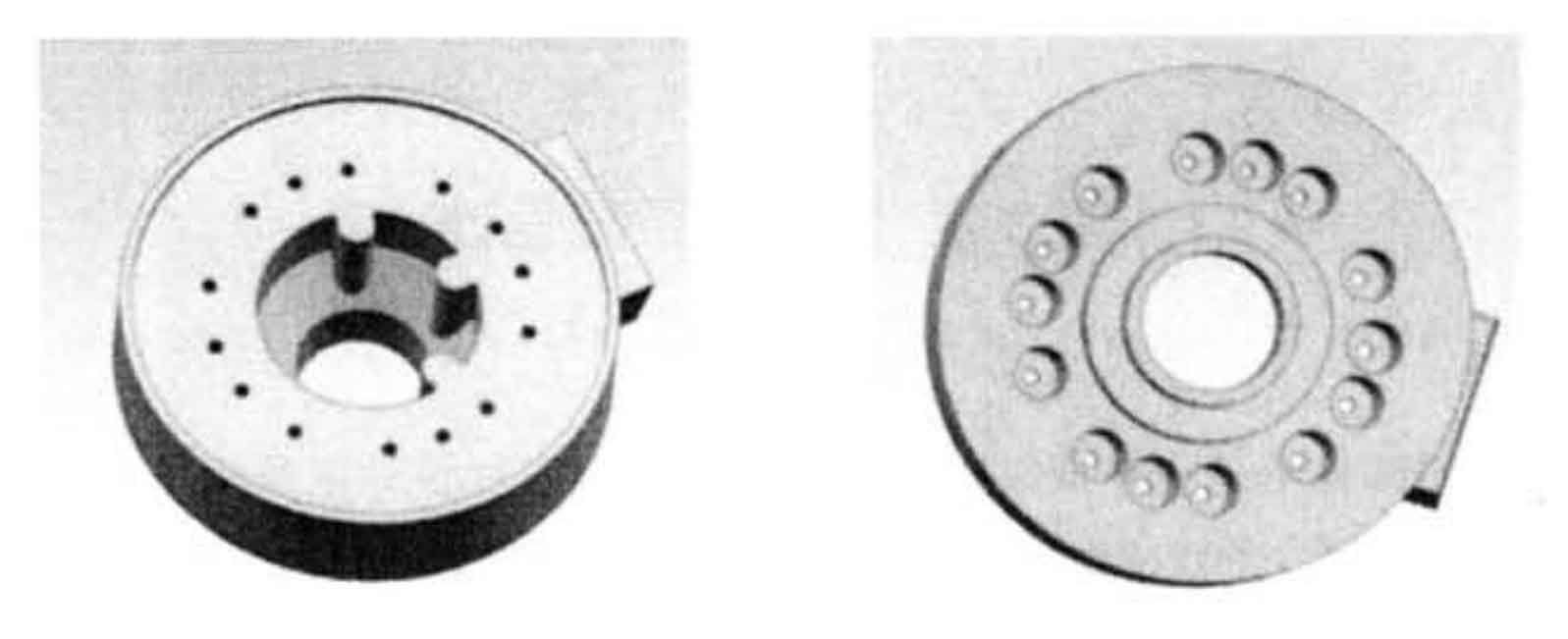
The sand casting structure of coupling parts is often simpler than that of finished parts, because many structures of finished sand casting coupling parts can not be obtained directly by casting. The actual finished parts often obtain the approximate structure of parts through casting, and finally obtain the structure of finished parts through later machining. The casting blank of the sand casting shell coupling shown in the figure has a cross-sectional dimension of nearly 500mm and a maximum height of 170mm. There is a porous structure with a thick large section and a structure with large thickness change. As shown in the figure on the right, there is also a thin-walled structure between individual holes and at the lower end of the sand casting coupling casting.
The above figure is the three-dimensional model of sand casting coupling blank, in which machining allowance has been added. In order to facilitate simulation analysis, some draft angle, chamfer and other features have been simplified. By using the analysis function of UG NX software, the volume of a single sand mold casting blank is 0.0132m3, the density of nodular cast iron is 7.2t/m3, and the weight is approximately 95kg. According to the structural characteristics of sand casting blank, based on experience and production conditions, it is preliminarily proposed to adopt “two pieces and one mold” sand casting, the parting surface is set at the thick section of sand casting blank, the sand casting is arranged in the lower box as a whole, and the position where liquid metal is introduced into the mold cavity is coplanar with the upper plane of sand casting. This arrangement makes the mold structure simple, easy to lower the core and easy to start the mold. At the same time, it also ensures that the maximum stress part of the shell coupling is located on the bottom surface, so that it can be filled and solidified first. It is also conducive to the sand casting blank thin-wall structure to be filled first under the action of gravity and the inclusions in the mold cavity float up to the parting surface for later machining and removal. The fixing between the sand core and the mold shall be fixed by positioning points, and grooves shall be reserved during core making. Due to the existence of thin-walled structure, the pouring method of “high temperature fast pouring” is preferred.