
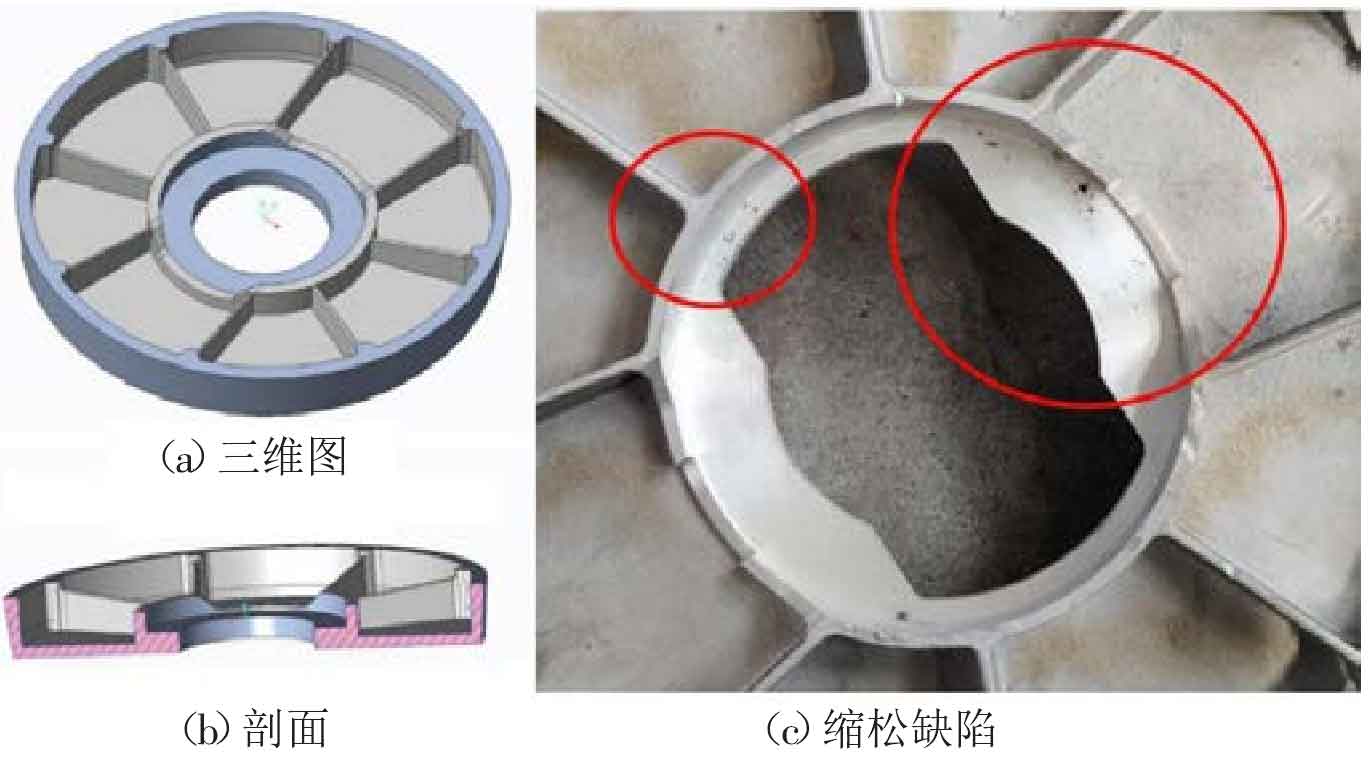
The cutterhead body produced by the company is made of ZL104 material. The cutterhead body is used to install the blade for cutting cigarette. It is required that there are no casting defects such as shrinkage cavity, shrinkage porosity and cracks. After finishing the casting, it is found that shrinkage defects often appear in the middle thick area (Fig. 1), resulting in batch scrap. For this reason, the casting CAE simulation technology and the casting theoretical basis are used to seek solutions.
1 Cutter head structure features
The maximum contour size of cutter head is 460mm, the height is 57mm, the maximum wall thickness is 20mm, the minimum wall thickness is 4mm, and the weight is 7.6kg. Small batch production is conducted by clay sand molding. The casting structure is shown in Figure 1.
2 Original casting process
2.1 gating system
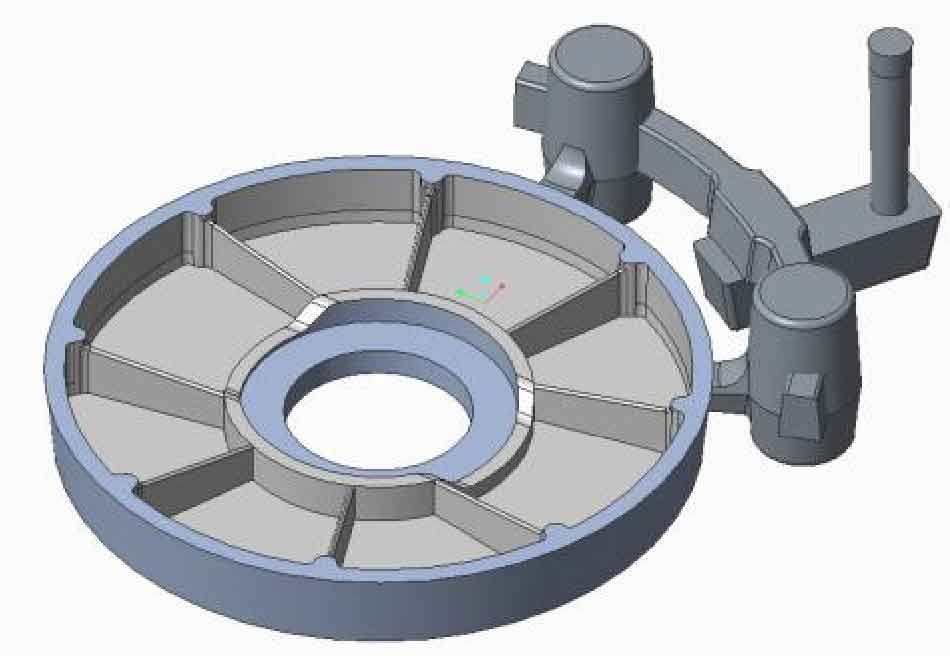
The original casting process is shown in Fig. 2, the cutter head plane is downward, the top pouring open gating system is adopted, the inner gate is introduced into the mold through the hidden riser, and the pouring temperature is 730 ℃.
2.2 simulation analysis of solidification process
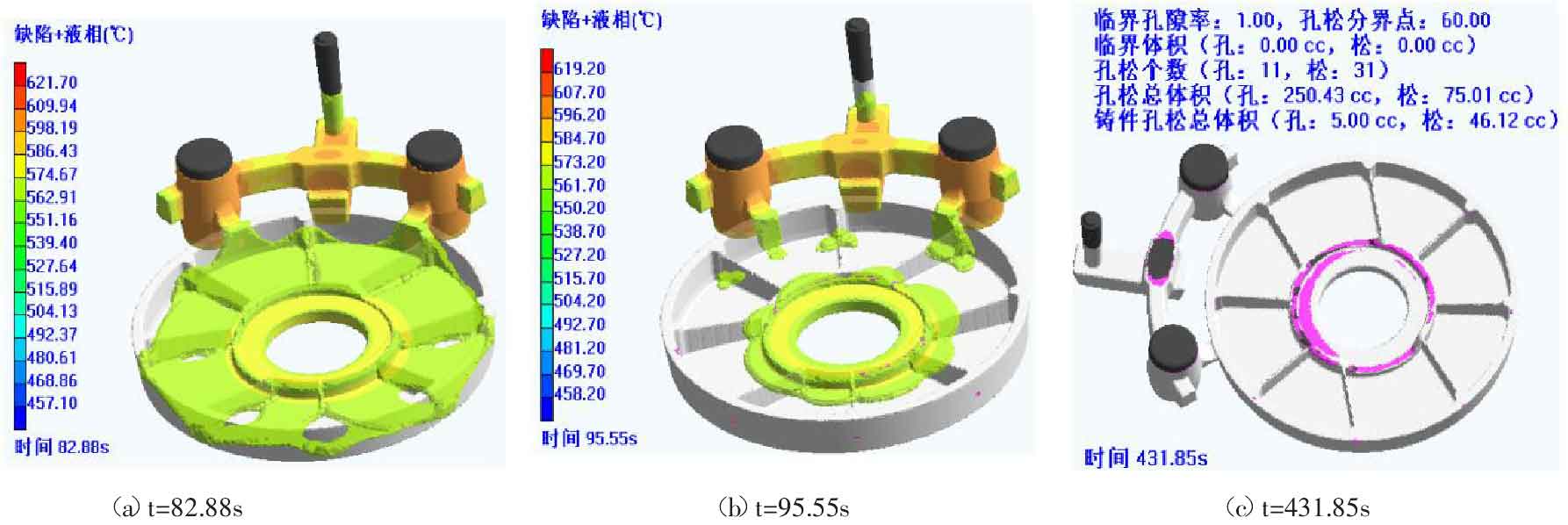
The solidification process of the cutterhead is simulated and analyzed by using CAE software. Fig. 3 (a) shows the solidification state when t = 82.88s. At this time, the wall around the cutter head has solidified, and most of the bottom plane is still in liquid state; Fig. 3 (b) shows that when t = 95.55s, the solidification of the outer ring of the bottom plane is basically completed, while the isolated liquid region is formed in the thicker part of the middle, and the feeding channel of the riser disappears; Fig. 3 (c) shows the solidification state when t = 431.85s, at which time the whole casting and riser are solidified. It can be seen from the text on the top right of Fig. 3 (c) that the total volume of porosity in the casting is 5.00cc and 46.12cc, which indicates that the original process is easy to produce shrinkage defects, and its position is also consistent with that found in the process. From the simulation analysis, it can be seen that the shrinkage defects of the cutter head are caused by the larger wall thickness in the middle of the bottom plane (20 mm), while the thickness of the outer ring of the bottom plane is 10 mm. During the solidification process, the thin wall solidifies earlier than the thick wall, and then the dark riser at the inner gate can not feed the thick wall, resulting in shrinkage defects at the thick wall.
3 Process optimization and simulation analysis
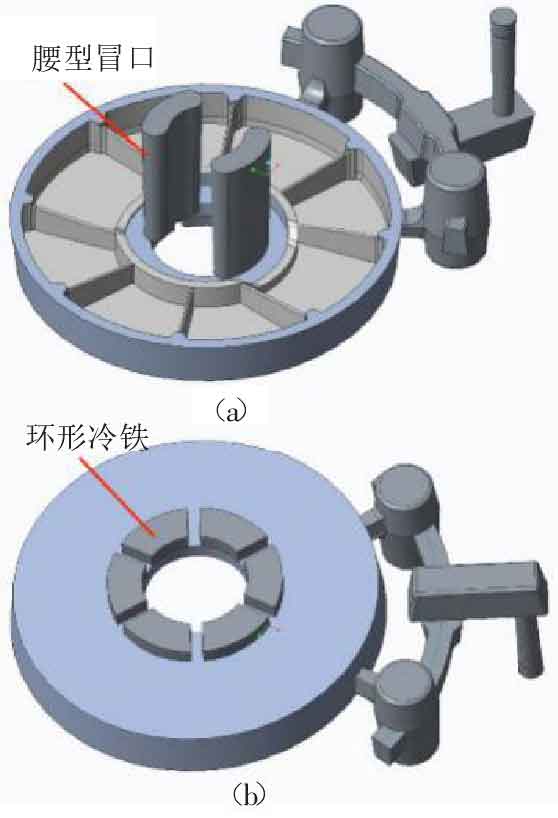
For the thick wall area with shrinkage defects, the annular cold iron is designed. The thickness of the cold iron is 15mm, and the interval is 15mm. Two arc waist shaped blank holder risers are placed above, and the blank holder is 10mm. The structure is shown in Figure 4.
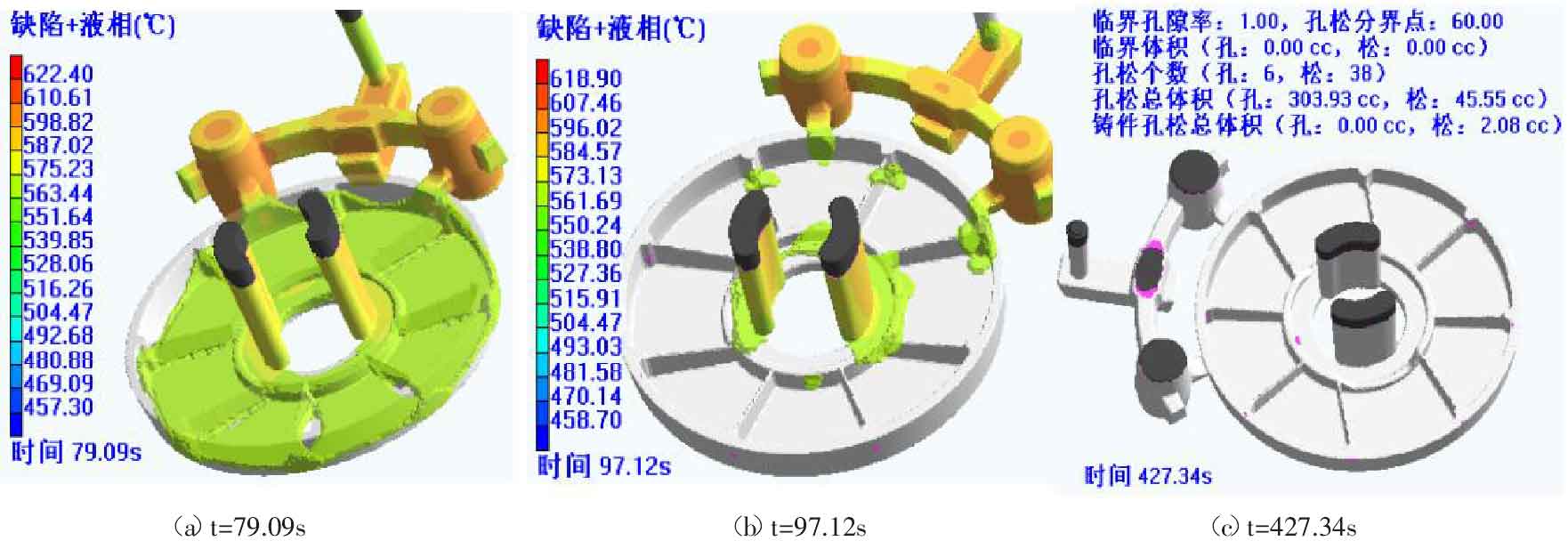
The optimized scheme is simulated and analyzed. When t = 79.09s in Figure 5 (a), it shows that solidification has started around the cutter head; Fig. 5 (b) shows that when t = 97.12s, the thinner part at the bottom of the cutterhead solidifies. At this time, the dark riser at the ingate loses the feeding effect on the thicker area at the bottom of the cutterhead, while the waist riser is still in the liquid state, which can feed the thick wall; Fig. 5 (c) shows that when t = 427.34s, the casting is completely solidified, and the total volume of porosity is 2.08cc, which is obviously improved compared with the original scheme.
4 New production verification scheme
17 cutter heads were produced for the first time. After finishing, no shrinkage defects were found at the thick wall of all cutter heads (Fig. 6), and qualified parts were obtained.

5 Conclusion
① The reason for the shrinkage porosity of the cutter head is that the thick wall in the middle is in the process of solidification, forming an isolated liquid region, which can not be fed;
② Adding annular chill on the thick wall and setting blank holder riser above it can effectively solve the shrinkage defects on the thick wall;
③ Casting CAE technology can visualize the complex casting production process, which is convenient for technologists to carry out process analysis and optimize process plan, so as to reduce test cost and improve production efficiency and quality.