Different sand casting methods have different requirements for the mold. The sand casting mold of turbine cover casting is mainly composed of the pattern required for preparing the mold sand mold and the sand core mold required for preparing the mold core, which is convenient for the false box used for sand mold modeling with irregular parting surface, as well as the metal core and external cold iron required for controlling solidification and molding.
1. Pattern design
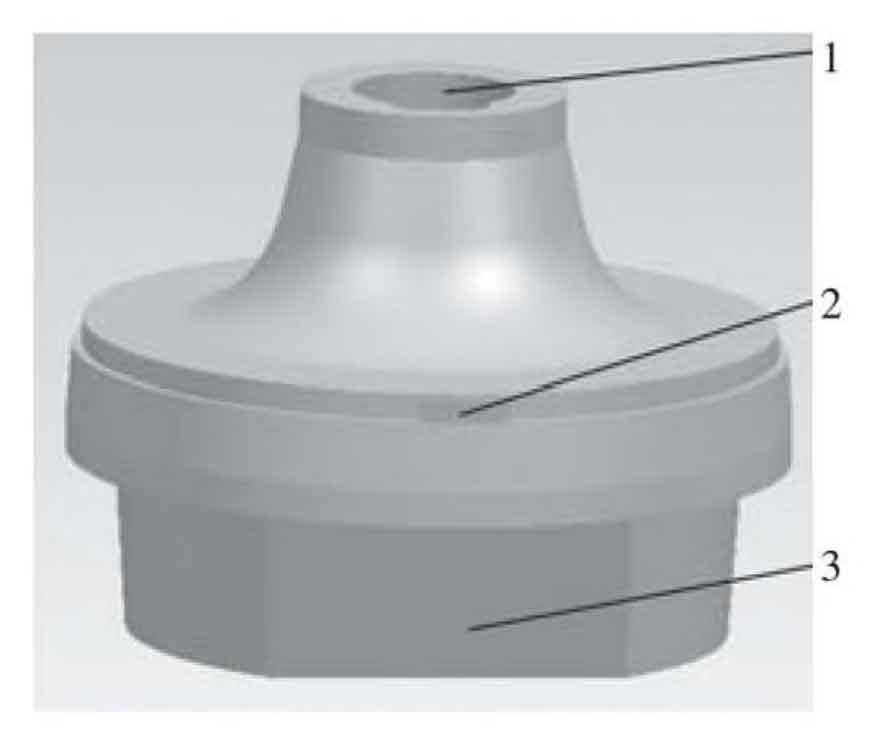
The pattern is the process equipment that simulates the shape of sand mold casting to form the mold sand mold cavity. The design principle is that each part must be able to be taken out from the sand mold along the parting surface, so the mold must be disposed from the local maximum section, positioned with locating pins and combined in multiple sections. As shown in Figure 1, the center of the middle straight pipe is above the parting line of the spiral case, Here, the sand core is formed by parting the straight pipe center downward along the spiral case parting line to ensure that the maximum projection is on the spiral case parting line, and the mold cavity for placing the sand core is formed after parting the spiral section of the spiral case.
2. Design of false box
The largest section is the horizontal pattern part, which can be taken out after being placed in the sand mold and scraped horizontally to expose the horizontal parting surface. However, the height of the parting surface of the spiral case part of the sand mold casting changes from low to high, and the height difference of the curved surface is 11ram. As shown in Figure 2, the spiral case part is formed along the lower half of the parting surface by the combination of false box and pattern, After the turned sand mold and pattern are combined, turn out the upper half of the spiral case part of the sand mold casting to ensure the maximum section parting of the spiral case part of the sand mold casting along the height gradient to form a curved surface parting without sand excavation and the parting surface is neat.
3. Design of sand core and metal core
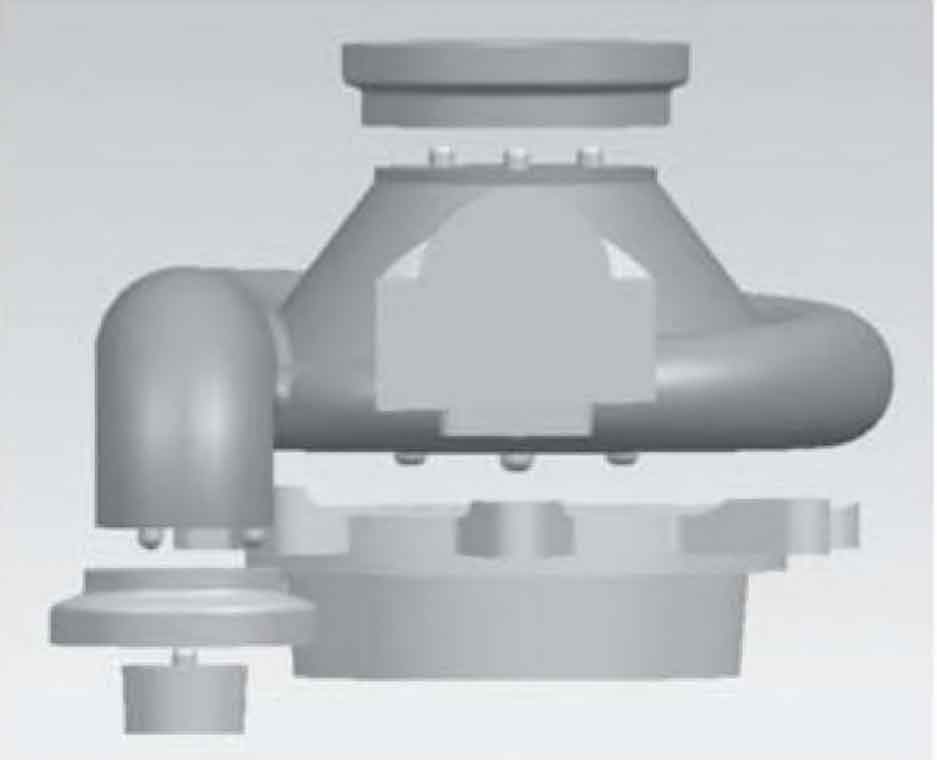
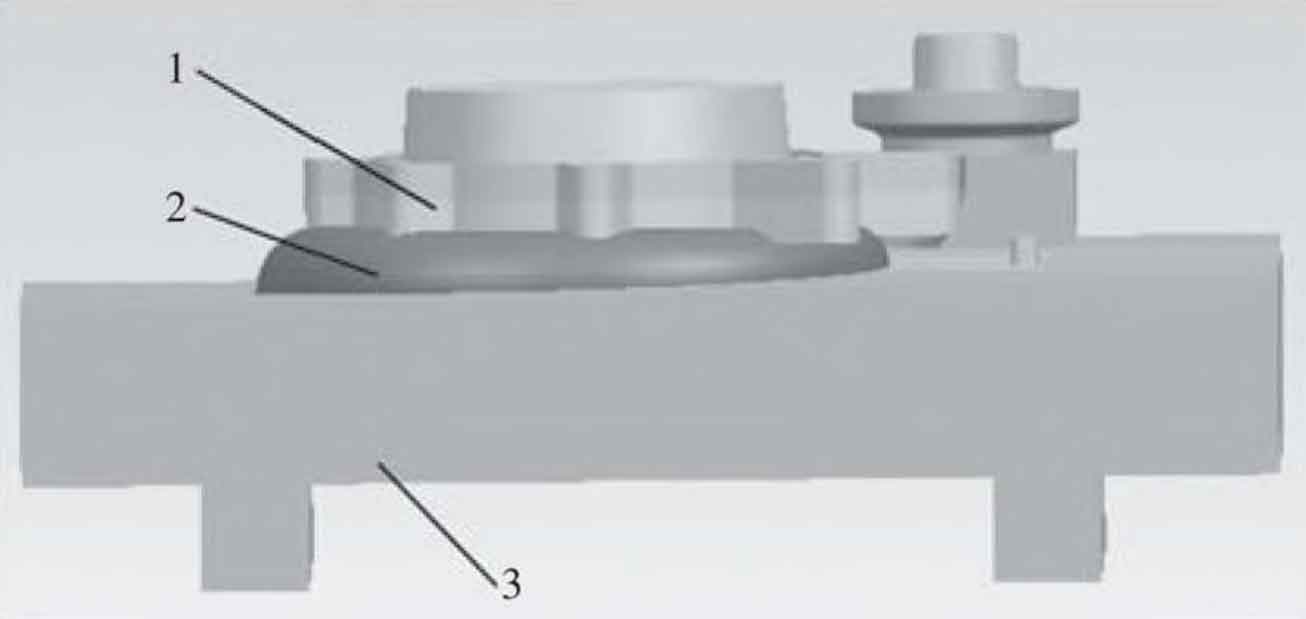
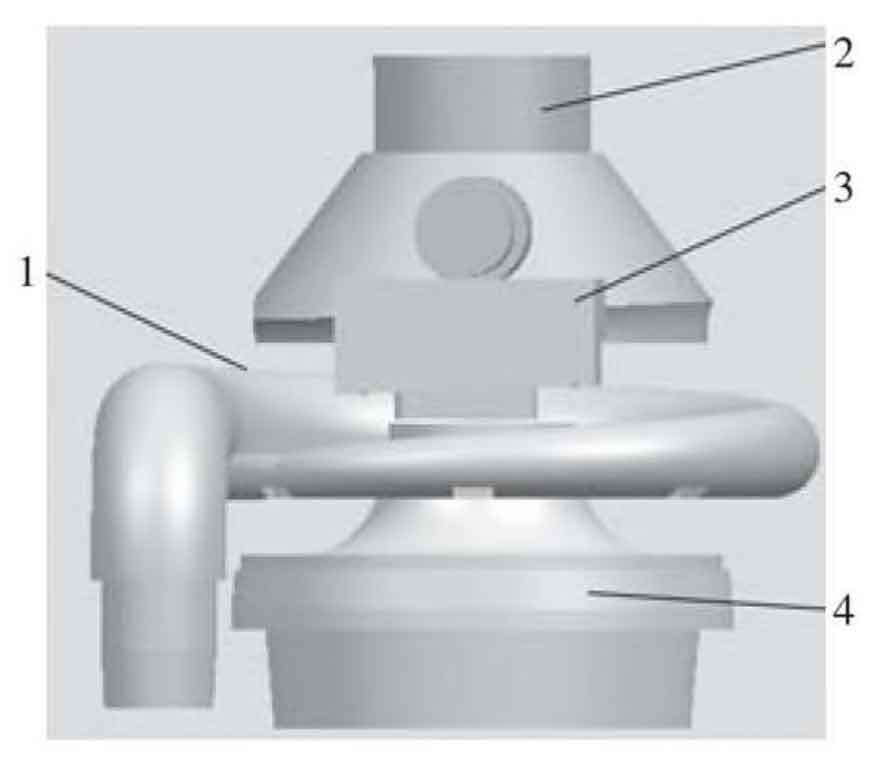
As shown in Figure 3, the inner shape of the sand mold casting of the turbine cover is formed by two sand cores and one metal core, the inner shape of the spiral case of the sand mold casting is formed by sand core I, the trumpet shape and straight pipe structure are formed by sand core II, the outer surface of the lower half of the straight pipe center is formed by sand core III, the inner bell mouth structure is formed by metal core, and it plays the role of external cooling iron at the hot joint. There is a certain positional relationship between the four structures, As shown in Figure 4, the positioning core head of each sand core is designed as a special-shaped structure. The metal core and sand core I are positioned by special-shaped core head, and the sand core II is positioned by a circumferential groove with a small boss. The core head part of the metal core has a special-shaped conical surface consistent with the shape, and the three special-shaped positioning surfaces 1, 2 – and 3 are in the same direction, Ensure the relative position relationship among spiral case elbow, horizontal straight pipe and 8 bosses of turbine cover sand casting. The metal core is drawn along one end of the core head, through holes are made in the center, and threads are tapped at both ends to facilitate the exhaust of sand core II and the demoulding after the metal core is put into sand mold and sand mold casting.
4. Design of external cooling iron
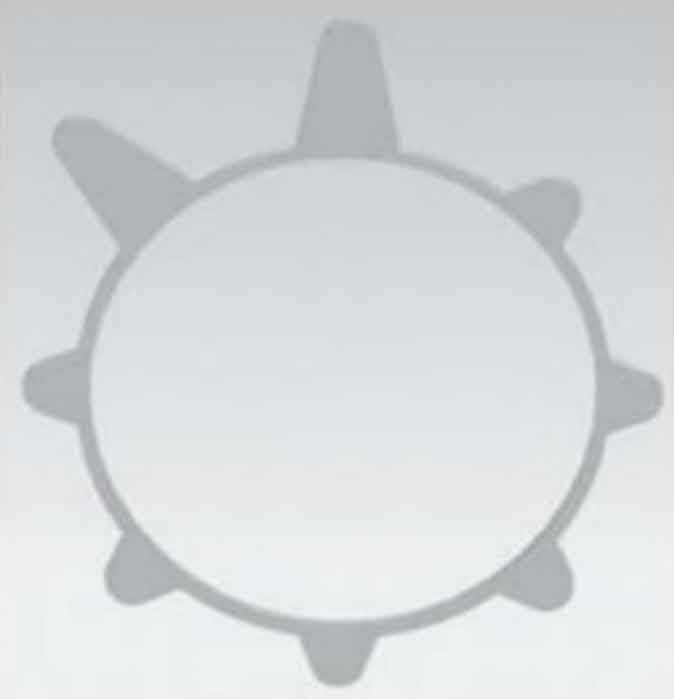
As shown in Fig. 5, the external cooling iron has the same shape as the 8 bosses of sand mold casting. As shown in Fig. 2, when turning the shape with pattern and false box, it is attached to the lower end of the pattern boss. When taking out the pattern, the external cooling iron is buried in the sand mold and is not taken out. During the casting process, the external cooling iron is made of steel material, and its heat storage coefficient is different from the surrounding sand mold, By changing the molding material at the boss with thick wall of sand mold casting, the solidification of sand mold casting is controlled, the cooling rate of local thermal nodes at 8 bosses of sand mold casting is accelerated, the simultaneous solidification is realized, and the shrinkage and porosity defects of sand mold casting are prevented.