
The design of exhaust system of sand mold cavity can be divided into three parts: pouring riser, air outlet, air outlet needle, air outlet sheet and exhaust sheet, and the exhaust of sand (mold) gap. The exhaust direction of sand casting cavity is generally upward and along the parting surface, as well as side and downward bottom.
(1) Exhaust of pouring riser. The exhaust of gating and riser system is the main way to exhaust the mold cavity of sand mold casting, but the unreasonable exhaust system design is difficult to play an effective exhaust role. In the process design, the blank holder riser, flash riser, side riser and top necked open riser should be preferred to increase the exhaust area as much as possible and enhance the exhaust capacity of sand casting cavity and the overflow capacity of cold metal liquid. Moderate liquid metal overflow is conducive to the discharge of liquid metal slag, loose sand and gas, as well as the feeding of hot joints of castings and the elimination of shrinkage cavity and porosity defects.
The setting of gating system should be reasonable, and the smooth exhaust of sand mold cavity and the smooth flow of liquid metal into the mold should be considered. The pouring system design gives priority to the middle injection or step pouring process to improve the liquid metal temperature on the mold cavity of sand mold casting, and form a high and low liquid metal temperature gradient in the mold cavity of sand mold casting, so as to create favorable conditions for the smooth overflow of gas in the liquid metal. The molten metal shall be introduced into one side of the sand casting, the air outlet and overflow riser shall be set on the side or opposite side, and the riser shall be set at the highest place of the sand casting as far as possible to discharge the gas in the mold cavity of the sand casting in a directional manner.
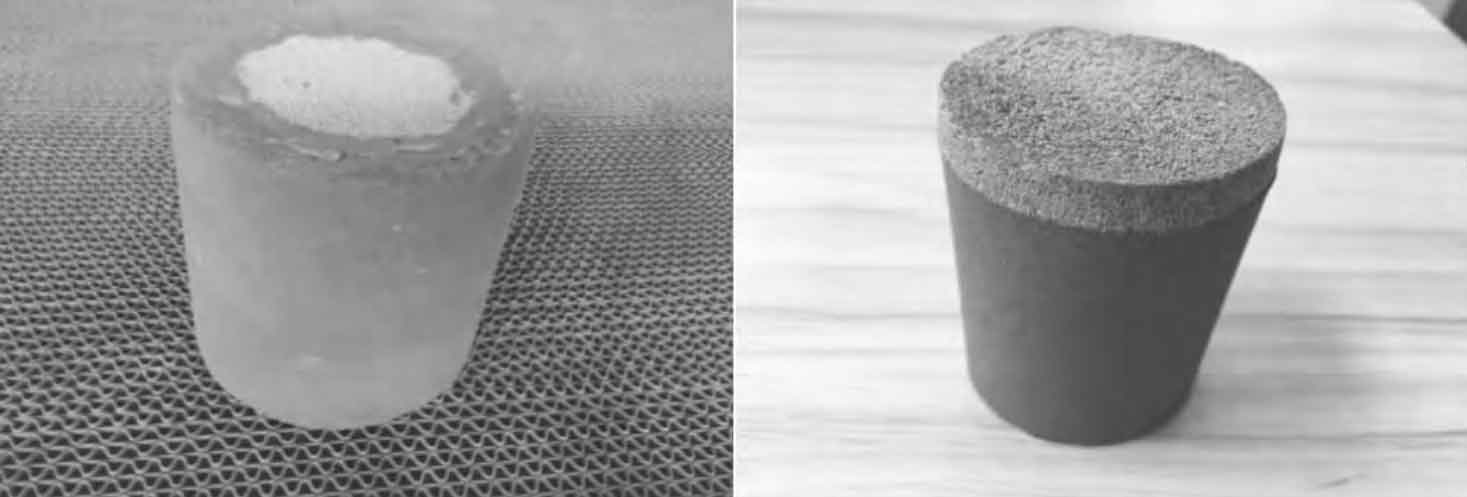
Application of new exhaust Riser: in the casting production of auto parts and hydraulic parts, thermal insulation and heating riser is widely used to improve the feeding effect of riser and improve the process yield of sand castings. However, placing thermal insulation or heating risers in the sand mold has poor air permeability during pouring, fast heating and gas generation, which is easy to form air resistance and affect the feeding capacity of the riser. It is difficult to play the due role of exhaust only by the vent with small holes in the riser. In addition, during operation, an air outlet shall be set to discharge out of the sand mold casting cavity and prevent broken sand from falling into the riser. The application of the new exhaust riser solves this problem well. As shown in Figure 1, the thermal insulation exhaust material is set at the top of the riser. Firstly, it plays a good role in exhaust and thermal insulation. Secondly, the operation is convenient and practical, which can effectively prevent broken sand from falling into the riser and prevent sand hole defects of sand castings.
(2) Exhaust of air outlet hole, air outlet needle, air outlet sheet and exhaust sheet. In the upper boss of sand casting and places where it is difficult to exhaust, the air outlet hole, air outlet needle and air outlet sheet shall be kept connected with the atmosphere to enhance the exhaust effect of sand casting cavity. Especially for the mold with high pressure molding and high hardness, the non drilled exhaust hole not only has no exhaust effect, but becomes the highest point of the mold, resulting in the effect of air introduction, so that pores are more likely to appear around the root of the air outlet needle.
When designing the exhaust system, the gas in the mold cavity of sand mold casting and the gas in the sand core shall be discharged separately, and the direct exhaust on the top surface of the sand mold casting body shall be avoided as far as possible. An exhaust needle can be set near the edge of the casting and connected with the casting with a flat and thin exhaust connecting piece (eye opening at the same time), so as to avoid falling sand from the exhaust hole, resulting in sand hole defects of sand mold casting.

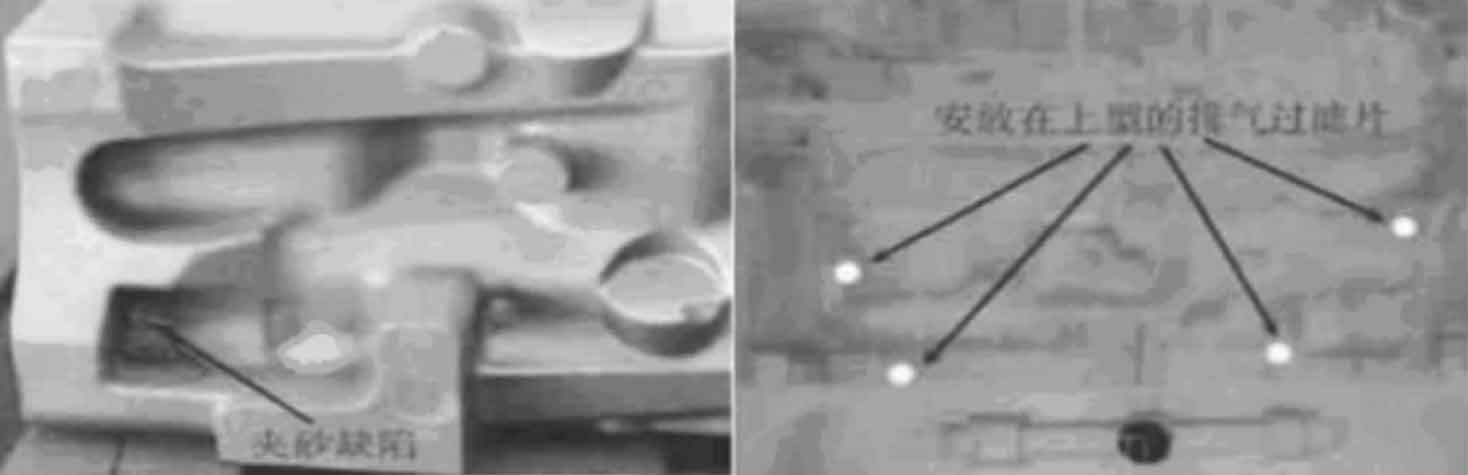
In order to make the exhaust of sand casting cavity unobstructed, in addition to ensuring that the proportion of exhaust area to the total area of ingate is large enough, the reasonable layout of exhaust parts is also very important. Reasonably arrange the exhaust parts and use the exhaust filter. If it is necessary to set an exhaust channel of the sand mold casting cavity on the top surface of the sand mold casting body, an exhaust filter can be set at the bottom of the exhaust eye, as shown in Figure 2, which can not only eliminate gas, but also avoid sand hole defects caused by broken sand falling into the sand mold casting cavity. When some parts of the casting body must be provided with exhaust holes, and there is no suitable boss to set vent needle, the exhaust filter [6] is very convenient. As shown in Figure 3, it can exhaust and prevent the generation of sand holes, almost without cleaning.
(3) Exhaust of sand (mold) gap. The permeability of sand mold is also very important to the discharge of gas in sand mold cavity. This involves the selection of raw sand, which is mainly reflected in the selection of raw sand particle size and the control of molding sand performance. In this regard, the process design needs to put forward reasonable requirements for molding sand performance and permeability index. The compactness of sand mold shall be appropriate, the ignition loss shall be appropriate, and good air permeability shall be maintained. In addition, more air holes can be pierced during sand mold molding to minimize the amount of sand mold and sand consumption, which is conducive to the discharge of gas from the mold cavity of sand mold casting.
(4) When using high-pressure molding and hot core box and cold core box core making, due to the “cavitation” in the mold sand casting cavity and difficult to discharge smoothly, the mold lifting is poor and the sand core shooting is not solid. Therefore, the installation of exhaust plug is a good solution to this problem. Reasonable selection and setting of exhaust plug can make up for some shortcomings of core box structure or sand mold core structure, and finally get well formed sand core and mold.
(5) In sand casting, for the production of large and medium-sized castings, a simple and practical method is often adopted, that is, ignition and air introduction in time during pouring, that is, the gas generated in the pouring process is ignited by igniting the prepared combustion medium, which can discharge the gas generated in the sand casting cavity and reduce the air pressure in the sand casting cavity, It is conducive to liquid metal mold filling and prevent casting from air hole, fire choking, explosive sand sticking defects and liquid metal splashing safety accidents. Therefore, ignition air entrainment method plays a positive role in sand casting. The sand mold with downward exhaust at the bottom shall be properly padded to ensure smooth exhaust.
(6) Pores are mainly formed by gas in molten iron. Common pore prevention measures such as reducing the gas generation of molding sand and core sand, increasing and increasing exhaust holes and smooth pouring can only eliminate and reduce the gas around the molten metal and the gas entering the molten iron, but they may not eliminate the gas entering the molten iron. Therefore, the role of these measures to prevent pores is often limited and can not completely eliminate pores. Removing the gas inside the liquid metal is the key to prevent pores. Therefore, it is necessary to improve the liquid surface temperature and pouring speed as much as possible to delay the formation of oxide film on the liquid surface, so that the gas inside the liquid metal can be discharged in sufficient time before the liquid surface is closed by oxide film.
(7) For large and medium-sized castings molded with resin sand, due to the large gas generation of resin sand, the design of air outlet should not be small. Generally, an overflow riser cup is set at the upper part of the air outlet to appropriately overflow cold and impure metal liquid, so as to smooth the exhaust of sand casting cavity and prevent sand casting defects such as gas generation hole, slag hole and shrinkage hole of sand casting.
(8) According to the structure and quality requirements of castings, reasonable and economic molding and core making methods and process formulas are selected, and sand cores with low air generation and good air permeability are preferred to prevent porosity defects of castings. Such as wet sand mold, sodium silicate sand core, low gas generation, high-strength coated sand, etc.
(9) According to the data, the calculation formula of the sum of the exhaust area of the exhaust hole in the mold cavity of sand casting is as follows:

Where: s is the exhaust area, cm2; G is pouring mass, kg; ρ Is the density of liquid metal, kg / cm3; HP is the pouring head, cm; T is pouring time, s; μ Is the speed factor, 0.45 for pouring port without filter screen and 0.35 for pouring port with filter screen; The value of (1.5 ~ 4) times in the formula is 1.5 times when the main wall thickness of sand casting is greater than 15 mm, and 4 times when the main wall thickness of sand casting is less than 10 mm.