Due to the characteristics of lost foam casting, compared with sand casting, its process is more complex, so there is no complete theoretical basis for the design of lost foam casting gating system. So far, the design of lost foam casting gating system is based on its own characteristics and traditional casting process, After the preliminary design, it needs to be improved through continuous practice. In the lost foam casting process, the gating system plays a very important role in the quality of castings. Therefore, in order to obtain high-quality castings, it is necessary to design a reasonable gating system.
The size of the gating system is determined by the method in the casting manual. Based on the size calculation of the gating system in sand casting, the size and proportion of each component of the new gating system in lost foam casting are determined by using the minimum section product method. The first is to determine the minimum choke area, which is calculated by the hydrostatic formula, as shown in the hydrostatic formula.
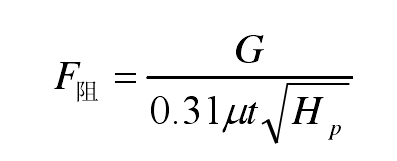
Where, G is the total weight of all molten metal passing through the ingate (kg); T is pouring time (s); μ It is the flow loss coefficient, which can be generally selected according to the small resistance, and the iron castings are 0.4 ~ 0.6; PH is the average static head height (CM).
The pouring time can be determined by the following formula, which is applicable to small and medium-sized parts:
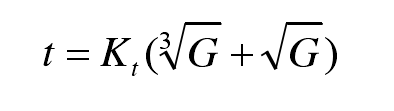
Where TK is the correction coefficient, generally taken as 0.85.
The weight of lost foam casting is 85kg, G is about 102kg and t is about 13s, μ Take 0.48 and pH 46cm to calculate:
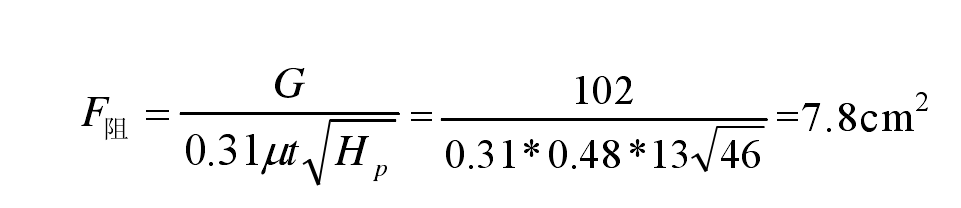
For the characteristics of lost foam casting, the size of its gating system can be appropriately enlarged by 15% ~ 20%. According to the above formula, the minimum flow resistance area is 7.8 cm2, where the resistance f = 9 cm2. Since the number of internal sprues in the newly designed gating system is 4, the diameter of the internal sprue is 20mm. The minimum section product method is to determine the minimum blocking area first, and then calculate the section size of other sprues according to the size proportion between each sprue, so as to determine the size of the gating system.
In order to ensure good mold filling capacity of liquid metal and continuous flow of liquid metal, according to experience, the gating system recommended by most researchers is closed gating system, and the proportion of each component is as follows:

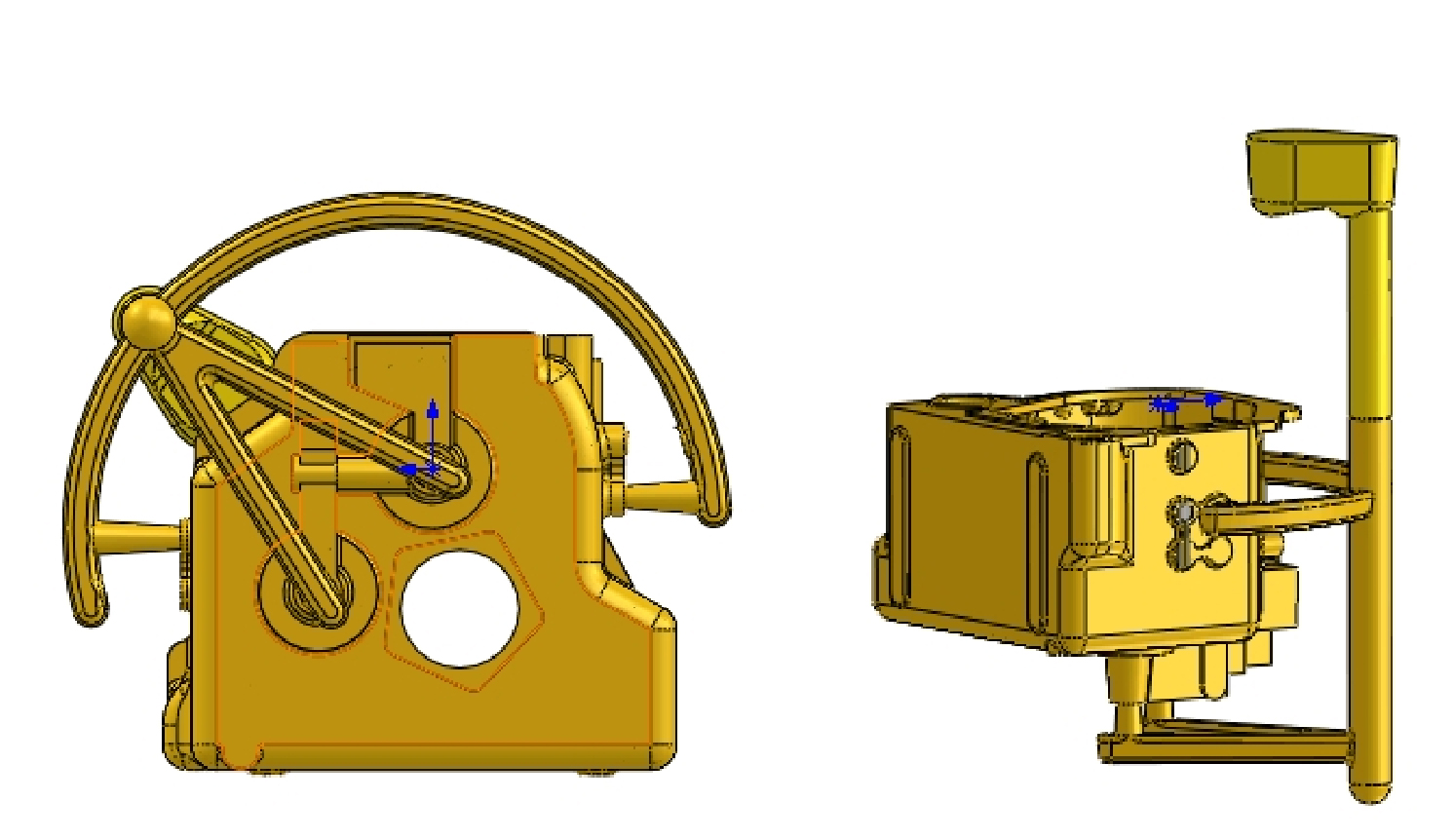
The size of the stepped gating system is calculated according to the minimum cross-sectional area method. Combined with the position of the inner gate, the gating system shown in the figure below is designed. The figure is the pouring system diagram of the improved new process box.