
In order to solve the interface heat transfer coefficient between sand casting and mold / core through numerical back calculation, it is necessary to carry out reasonable solidification process temperature measurement experiment. The acquisition of temperature curves of castings, sand molds and different positions in the sand core is the basis of establishing the back calculation program. In this chapter, flat sand castings with different sizes and ring sand castings with different internal and external diameters are designed respectively, and then the cooling temperature curves of each sand casting and its corresponding resin sand mold / core at different positions are measured. According to the temperature measurement experimental scheme, the temperature measurement experimental scheme of each sand casting is designed through the predetermined initial conditions (such as pouring temperature, material thermophysical parameters and some boundary conditions). The specific experimental scheme is as follows:
1. Experimental raw materials
ZL101 Aluminum alloy is selected as sand casting material in this subject, and its composition is shown in the table.
The molding material is furan resin self hardening sand, in which the sand casting raw sand is 50-100 mesh quartz sand, the binder is ffd-121 furan resin, and the curing agent is p-toluenesulfonic acid aqueous solution. The self hardening sand has high strength after curing and good collapsibility at high temperature. The mixing method is as follows: weigh the required raw sand, add the curing agent with the mass of about 0.3% of the raw sand and stir it evenly, then add the resin with the mass of 1.2% of the raw sand and mix it quickly, and then immediately fill it into the sand box with the mold ready for molding and core preparation. After the mold / core is hardened, demould it, and then dry it naturally and brush it with alcohol-based zircon powder coating for pouring temperature measurement experiment.
2. Experimental design
The temperature measurement data of four groups of castable sand (50mm) were compared. The shape and size parameters of sand castings in each group of experiments are as follows:
(a) Flat castings; Height h = 150mm, width = 150mm, thickness δ= 50mm
(b) Sand casting ring casting; Height h = 150mm, Rin = 30mm, route = 80mm
(c) Sand casting ring casting; Height h = 150mm, Rin = 50mm, rout = 100mm
(d) Sand casting ring casting; Height h = 150mm, Rin = 70mm, route = 120mm
Where Rin is the inner diameter of sand casting ring casting; Rout is the outer diameter of sand casting ring casting. In the experiment, the arrangement of thermocouple position directly affects the establishment of interface heat transfer coefficient model. The selection of thermocouple position in each group of experiments and the same distance between sand casting and mold / core interface can effectively reduce the calculation error and the contrast of bulge calculation results.
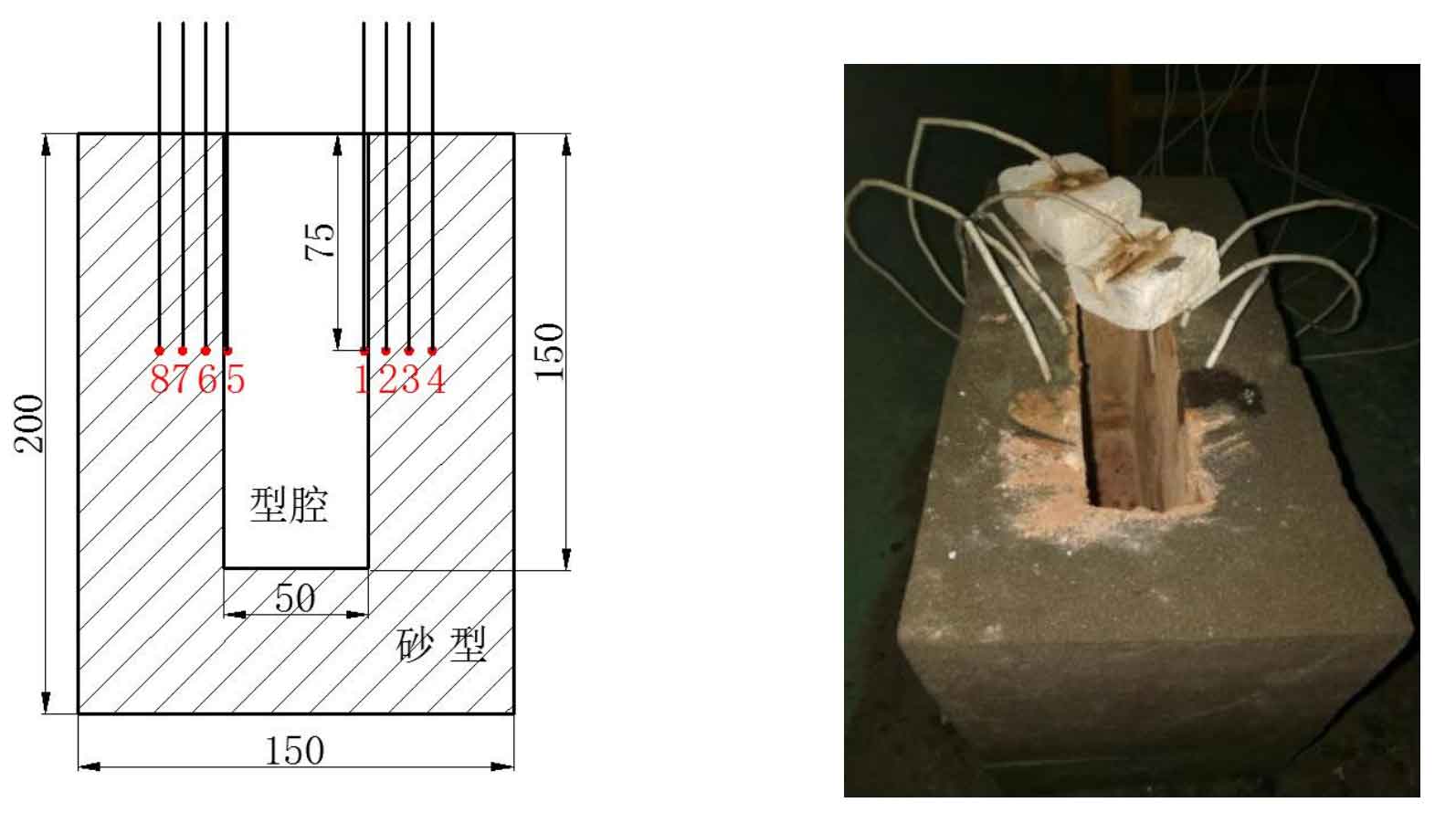
For flat sand castings, the thermocouple distribution position is shown in Figure 1. The 1 / 5 thermocouple in the sand casting is close to the casting / sand mold interface to measure the interface temperature of the sand casting; The 2 / 6, 3 / 7 and 4 / 8 thermocouples in the sand mold are 6mm, 14mm and 22mm away from the interface respectively. The temperature is measured at the left and right sides of the flat plate at the same time, and the temperature measuring points are symmetrical. All thermocouple probes are placed on the middle height plane of the sand casting. In order to prevent the position of thermocouples from being too close to each other, resulting in modeling difficulties and the influence between thermocouples, the eight thermocouple positions are not placed in the same radial direction. The position of the thermocouple shown in Figure 1 (a) is the equivalent position of the actual thermocouple, and figure 1 (b) is the physical diagram.
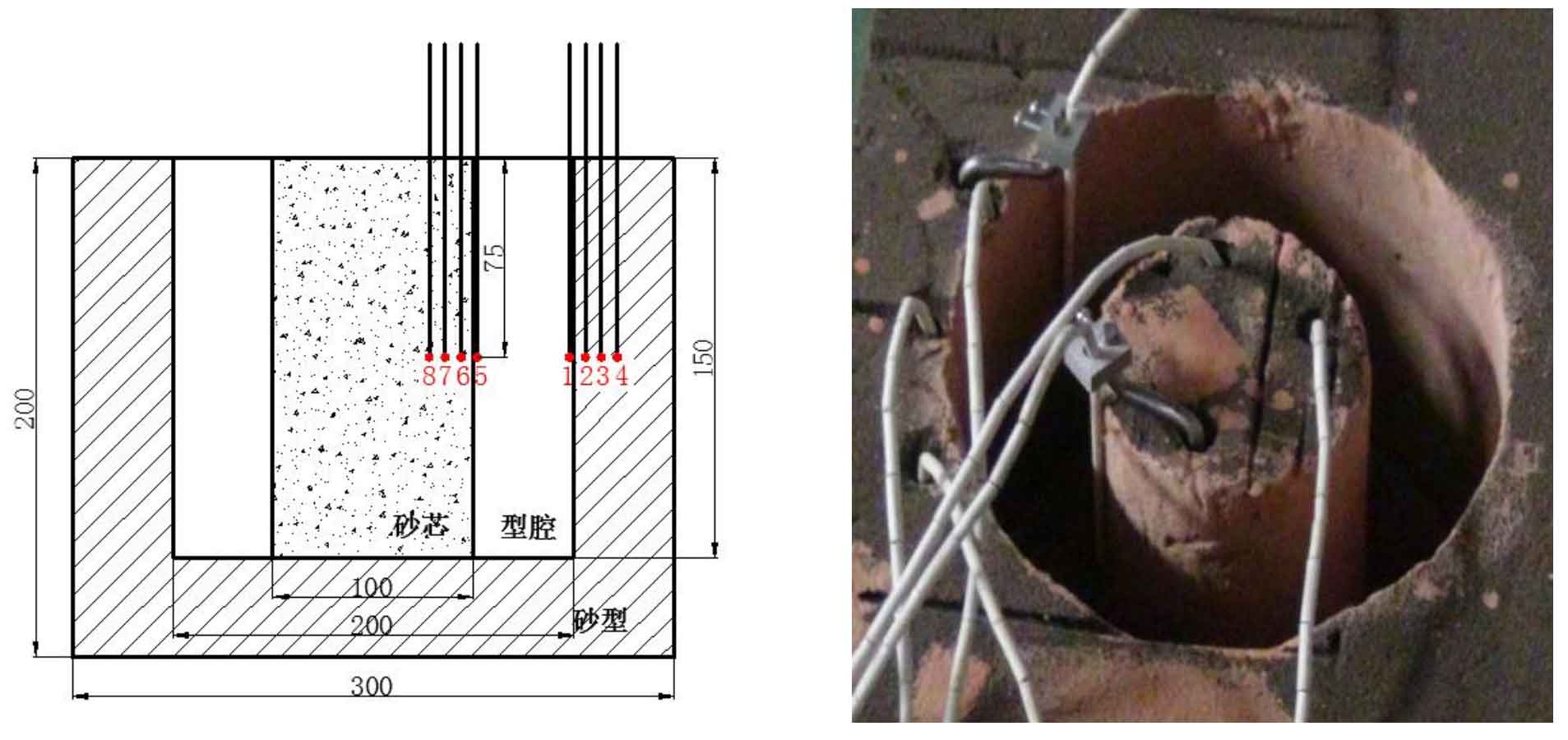
For sand casting ring castings, due to the similar structure of the three groups of sand castings, the arrangement method and position of thermocouples are the same. Take the thermocouple arrangement of sand castings with Rin = 50mm and rout = 100mm as an example, in which No. 1 and No. 5 thermocouples are respectively close to the inner surface of the mold sand core, and the interface temperature between the sand casting and the mold / core is measured respectively; 2 / 6, 3 / 7 and 4 / 8 thermocouples are respectively arranged 6mm, 14mm and 22mm away from the contact interface between the casting and the mold / core. The placement method and height of all thermocouples are the same as those in the temperature measurement experiment of sand casting flat castings. Figure 2 shows the placement of thermocouples in sand casting ring castings, in which the position of thermocouples shown in 2 (a) is the equivalent position of actual thermocouples and 2 (b) is the actual thermocouple position.

The biggest difficulty in fixing the thermocouple is how to ensure that the thermocouple probe measuring the sand casting does not float and move in the poured liquid metal. This study solves this problem through the locking device. The fixing device for the thermocouple position of No. 1 and No. 5 interface in the sand casting is shown in Figure 3.