
Lost foam casting has the advantages of high dimensional accuracy, smooth surface and less pollution. Compared with the traditional molding sand casting process, it has strong competitiveness. It is one of the advanced casting processes in the world.
The vacuum negative pressure lost foam casting is to place the polystyrene foam coated with refractory material in the sand box and fill it with dry sand without any binder. During casting and solidification, the sand box chamber maintains a certain degree of negative pressure, so that the dry sand can obtain certain intensity and tightly wrap the pattern. When pouring, the high temperature liquid metal causes the mold to pyrolytic “disappear”. At the same time, through the negative pressure, the exhaust circulation is formed in the sand box, so that the gas generated by the pyrolysis and gasification of the molten metal is discharged instantly to the sand box cavity, and the liquid metal occupies the original space, and finally the casting process of the lost foam casting thin walled gray cast iron gearbox shell casting is obtained. There are many key factors affecting vacuum negative pressure lost foam casting, among which the vibrating parameters of vibrating table, gating system design, modeling scheme design (buried box scheme), carbon equivalent, negative pressure degree and pouring temperature are all important factors.
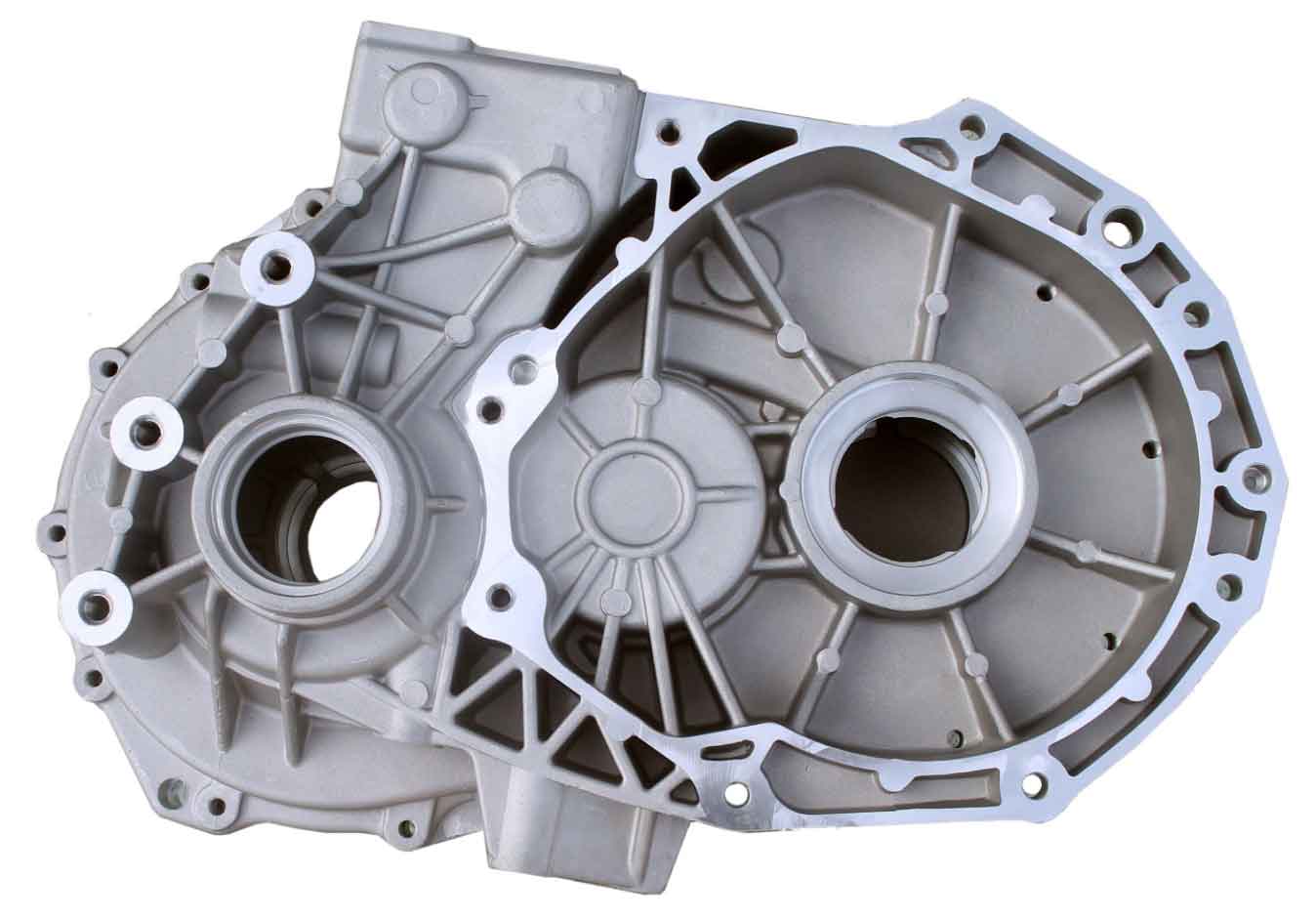
Due to the characteristics of large batch, complex structure and light weight, the gearbox shell of automobile, agricultural machinery and engineering vehicles is easy to produce uneven wall thickness, excessive drape joint and sand inclusion defects in the production of traditional sand casting process, so it is more suitable for the production of lost foam casting process. This kind of lost foam casting thin-walled gray cast iron gearbox shell castings generally require pressure leakage test. It is required that the internal structure of lost foam casting thin-walled gray cast iron gearbox shell castings is dense, and there are basically no slag inclusions, internal pores and other defects. Three process methods of vacuum negative pressure lost foam casting thin-walled gray cast iron gearbox shell casting are introduced. The orthogonal experimental method is adopted to optimize the gating system design, embedding scheme, carbon equivalent, negative pressure degree and pouring temperature, so as to obtain high-quality thin-walled gray cast iron gearbox shell casting.
The experiment and field batch production verification show that the pouring temperature of thin-walled gearbox shell casting is increased to more than 1510 ℃, the carbon equivalent is controlled at 4.1% and the negative pressure is controlled at 0.49; The high-quality thin-walled gray cast iron gearbox shell castings can be obtained by adopting the buried box mode of lost foam casting thin-walled gray cast iron gearbox shell castings with the pressure bearing area facing down, open gating system, single box, double nozzle and three-layer stepped multi-point inlet rapid pouring process.