
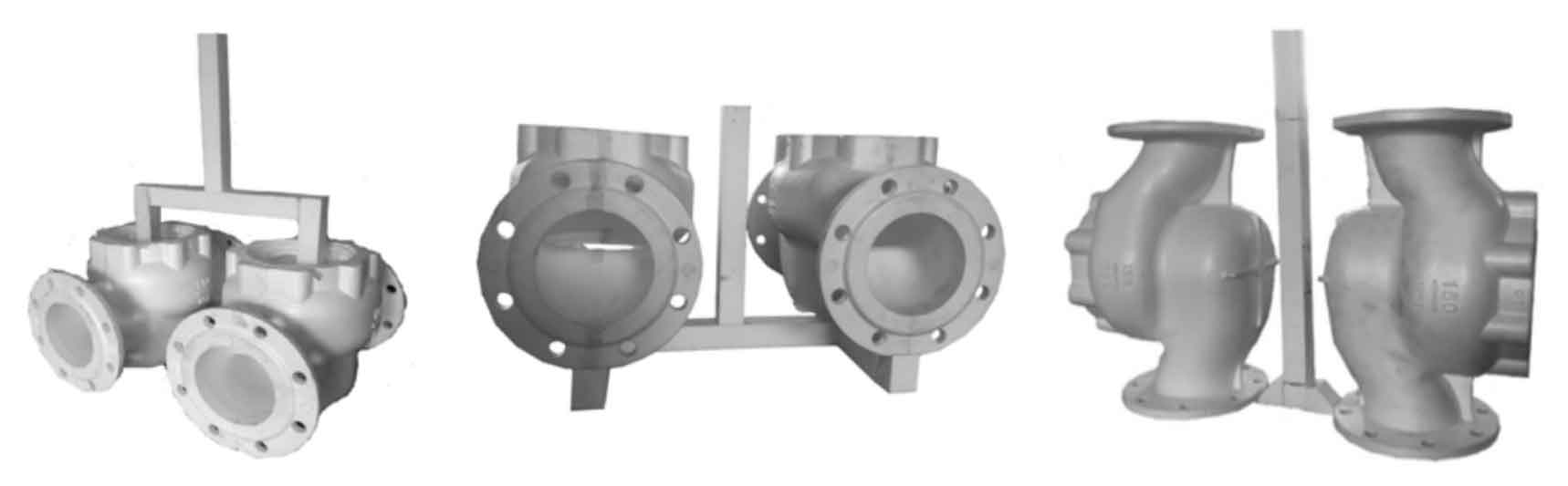
1. Determination of structural characteristics and blank size of lost foam Castings
Figure 1 shows the shell model of Large Diameter Ductile Iron ws-150 water meter. The water meter has large flow, high pressure resistance, length and height of 500 mm × 370 mm, the inner and outer cavities are curved. The original production process is sand casting, the wall thickness is 8 mm, and the flanges at both ends are evenly distributed Φ The 12 mm through hole cannot be cast out, and the machining allowance of the three flanges is 3 mm. When the lost foam casting process is adopted, the wall thickness is reduced to 6.5 mm, the flange connecting holes at both ends can be cast out, and the machining allowance is reduced to 1.5 mm. Calculated from the machining aspect alone, the machining amount can be reduced by about 40%.

2. Raw material selection and density of foam mold
Lost foam casting pattern materials mainly include polystyrene (EPS), polymethylmethacrylate (EPMMA) and polystyrene polymethylmethacrylate (stmma). EPS material has high carbon content and low gas generation, but there are many residues after combustion; Although the carbon content of copolymerized stmma material is low and the degree of vaporization cracking is small, the price is close to 4 times that of EPS material. Because the carbon content in ductile iron is saturated, the vaporization of foam pattern does not cause carburization to the castings. Considering the cost of production, we choose EPS-4S material. Due to the thin wall thickness of the water meter shell, in order to avoid the cracking of EPS pattern material at high temperature and a large amount of carbon slag remaining in the mold cavity, combined with the structural characteristics of lost foam castings, the density of the formed pattern is controlled in the range of 23 ~ 25 g / L.
3. Foam mold dip coating and drying
The coating performance affects the surface quality of lost foam castings, and the peeling of coating directly affects the amount of dust during shot blasting. Considering the quality of lost foam castings and coating spalling, the first layer adopts graphite smooth coating, and the second and third layers are aluminum silicon refractory coatings. The coating concentration is measured by Baume hydrometer, and its value is controlled between 1.8 and 1.9; The thickness of coating layer shall be controlled within 1.2 ~ 1.6 mm.
In dip coating, reasonable direction and position should be selected to prevent foam pattern from deforming. The coating shall be evenly attached as far as possible, and there shall be no residual bubbles on the surface; The parts prone to sand sticking shall be brushed with a brush and soft brush for many times.
Drying process: forming foam mold (45 C + 5 C, drying 48 h) to first layer graphite coating (45 C + 5 C, drying 12 h) to second layer refractory coating (45 C + 5 C, drying 12 h) to third layer fire retardant coating (third C + C, H).
4. Lost foam casting process scheme
Gating system design plays a very important role in lost foam casting process design and is the key to casting production. In order to reduce the resistance due to the vaporization of the casting, the residue after foam cracking is smoothly discharged into the slag collecting riser. The bottom gating system is adopted in the design of the gating system for lost foam casting. Three different process schemes were tested by changing the position of transverse sprue and inner sprue, as shown in Figure 2. In order to ensure that the metal liquid gradually fills the mold cavity and the gas in the mold cavity can be discharged smoothly during the pouring process, avoid shrinkage cavity and porosity of lost foam castings at the last solidification position, and play the role of gathering the residue after pattern vaporization, a top riser is set at the last solidification position of lost foam castings. The top riser is set on the flange with the casting facing upward, and 4 are distributed for each lost foam casting.
5. Modeling
The lost foam casting sand box is a side drawn sand box, the dry sand is 20 / 40 mesh pearl sand, the rain sand feeder is adopted, and the variable frequency three-dimensional vibrating table is used for modeling and packing. Before modeling, check carefully whether the foam pattern is deformed or damaged. There are 4 lost foam castings in each box. When adding sand, dry sand shall not directly wash the pattern surface to avoid damaging the pattern surface and coating layer.
6. Melting and negative pressure pouring
Smelting: A3 scrap is used as the main charge, and graphite type carburizer with low S and low N is selected to adjust the carbon content. The designed chemical composition is shown in Table 1; The spheroidizing method adopts the traditional punching method. The spheroidizing agent is rare earth magnesium ferrosilicon, and the dosage is 1.5% ~ 1.7%; The inoculant is Si Ca Ba alloy, with the addition of 1.1% ~ 1.3%. It is divided into two inoculations, i.e. in package inoculation (40%) and flow inoculation (60%).

Pouring and negative pressure: pouring system is bottom pouring type, pouring way is long, and foam mould also needs more heat consumption when vaporizing. Because the thickness of the water case shell is relatively thin, the pouring temperature is controlled at 1500~1520 C to ensure that the gas and slag produced by the cavity filled with the metal liquid and the cavity after the pyrolysis of the foam mold are discharged smoothly into the slag collecting riser. The pouring operation shall be stable, accurate and fast, so that the gate cup is filled instantaneously, so as to achieve rapid and stable pouring and maintain a stable static pressure head. During pouring, the negative pressure shall be controlled at 0.06 ~ 0.07 MPa, the pressure shall be relieved to 0.03 ~ 0.035 MPa immediately after pouring, and the pressure shall be maintained for 5 ~ 8 min.