1. Grid division and process parameter setting
The three-dimensional modeling software (ugnx6. O) is used to accurately model the liner pattern, gating system and sand mold of lost foam casting ball mill, and then the model is imported into ProCAST software for geometric model conversion. Meshcast is used to divide the surface grid for assembly. Finally, the grid quality after assembly is checked and the finite element volume grid is generated. The number of grid nodes is 23894 and the number of cells is 117409. Because the liner size of lost foam casting ball mill is small, the grid size is relatively small to ensure the accuracy of simulation results.
After the model is imported into ProCAST, its materials, boundary conditions, interface conditions, initial conditions, operating parameters and coatings are set. The casting material is modified ZGMn13, and the composition is shown in the table.

The EPS foam pattern with a density of 25 kg/m has a thermal conductivity of 0.15W/ (M? K), a specific heat capacity of 3.7 kJ/ (kg K), and latent heat of 100kJ/kg. The initial gasification temperature of the pattern is 330 ~ 350 ℃. Pour under negative pressure of 0.03 ~ 0.05Mpa.
2. Improved process and simulation
The pouring temperature and sand mold filler have a great influence on the filling and solidification process of lost foam casting. Through the simulation of the process scheme, the reasonable pouring temperature and sand mold filler are selected. Simulation process scheme and results of ductile iron liner in lost foam casting. It can be seen that under the influence of pouring temperature and sand mold type, the mold filling time increases with the increase of temperature. When iron sand molding is used, the filling time is the shortest and the filling is the most stable at 1480 ℃. Moreover, the iron sand has good air permeability, mold filling under negative pressure, and the effects of mold filling, exhaust and scum in the pouring process are relatively good. Through comparison, iron sand molding is finally adopted, and the pouring temperature is 1480 ℃.
3. Numerical simulation and analysis of mold filling process
The filling process is shown in Figure 1. The filling process of lost foam casting is very different from that of traditional casting. During the filling process of lost foam casting, the foam pattern of the ball mill lining is left in the cavity. When the high manganese steel liquid is in contact with the foam pattern, the mold will continuously soften, melt, gasified and burn, and release a part of the heat.

At the same time, the continuous filling of high temperature metal liquid, the foam pattern continues to yield, and the final filling part is the runner and riser of the ball mill liners. During the mold filling process, the temperature of the front of the liquid metal decreases rapidly because the foam melts need to absorb some of the heat. Therefore, the pouring temperature needs to be high enough, otherwise the molten metal will solidify before the pouring is completed, which can not ensure the smooth completion of mold filling. The filling simulation shows that the velocity of the mold filling is slow and fast, which is due to the melting of the foam and the slow filling speed.
4. Numerical simulation and analysis of solidification process
Fig. 3 is the solid phase distribution diagram of the casting solidification process. It can be seen from the figure that the contour such as the edge of the liner plate of the lost foam casting ball mill is solidified first, and the runner and riser are solidified later.
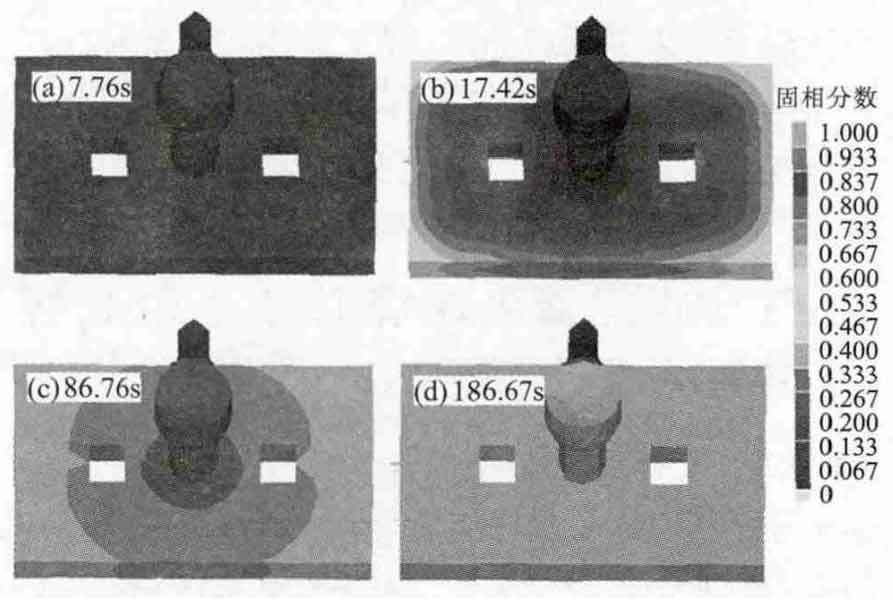
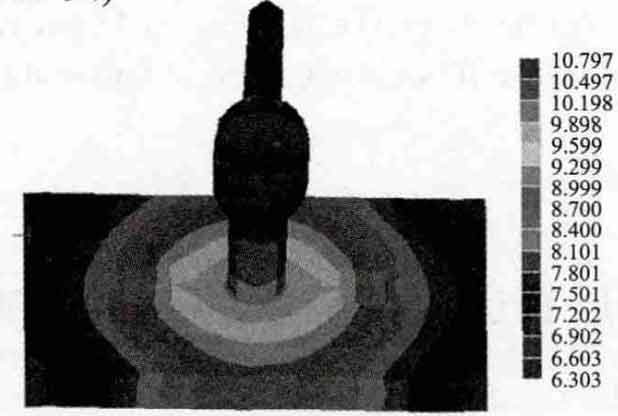
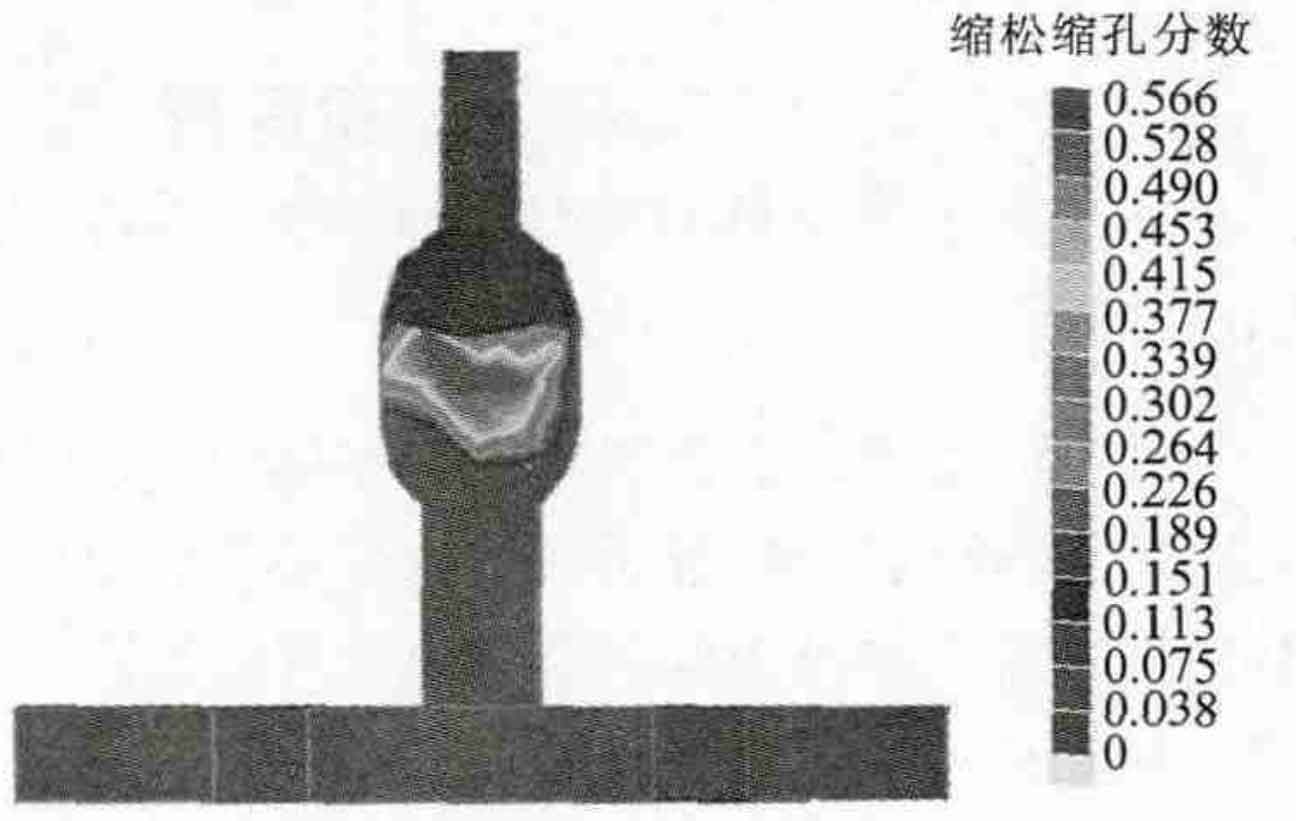
Figure 4 shows the distribution of solidification time. It can be seen from the figure that the edge part of the liner plate of lost foam casting ball mill solidifies first, and then the runner and riser parts solidify. The solidification time in the riser area is the longest, which has the effect of feeding to a certain extent. It can be seen from Figure 2 that there is no shrinkage porosity and shrinkage cavity in the casting, which is consistent with the simulation in figures 3 and 4.