Manufacturer name, date, and serial number on the lower rib surface
2. Original Casting Process
Process Steps
Details
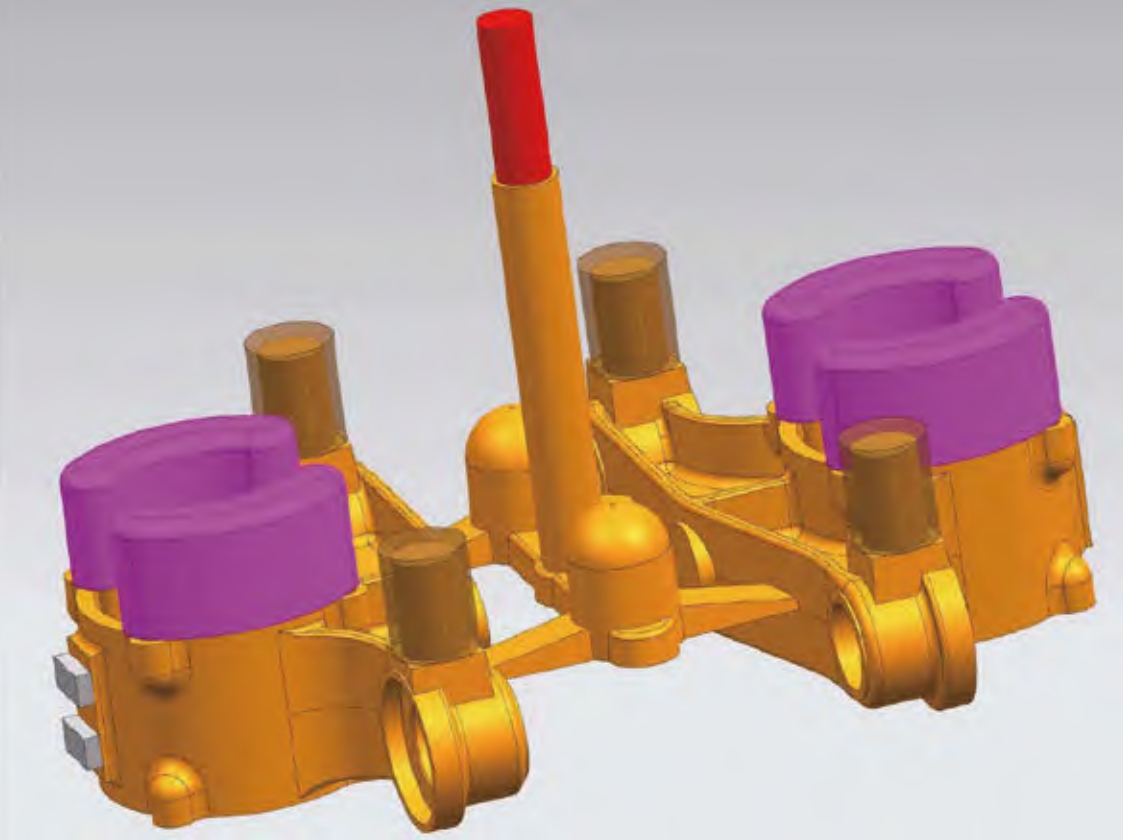
Casting Layout
1 box 2 pieces, symmetrical layout, center – poured gating system
Pouring System Dimensions
Pouring ladle nozzle: ϕ50 mm; Sprue: ϕ60 mm; Runner: 65 mm/60 mm×30 mm trapezoidal; Ingate: 45 mm/40 mm, height 30 mm transitioning to 10 mm trapezoidal
Riser Design
Insulating exothermic risers at the intermediate shaft tube and spring plate tops; Conformal subsidy in the intermediate shaft tube
Chilling and Riveting
Chills and rivets at small hot spots; Chromite sand for corner chilling
Molding and Core – making
CO₂ hardened water – glass sand
Machining Allowance
8 mm on the top surface of the upper mold, 5 – 6 mm elsewhere
3. Quality Problems and Cause Analysis
Quality Problem
Location
Defect Characteristics
Cause Analysis
Shaft Tube Inner Surface Porosity
Inner surface of the intermediate shaft tube
3 – 5 mm, spherical/elliptical, smooth and dark, concentrated at the upper part
Improper pouring system design, large sprue diameter causing air entrainment; Thin wall thickness and rapid solidification prevent bubble escape
Shaft Tube Inner Shrinkage Porosity
Between two risers and at the fillet of the subsidy and tube wall
–
Insufficient subsidy thickness and depth, inadequate feeding in the middle of the two risers
4. Process Improvement Measures
Improvement Area
Original
Improved
Pouring System
Sprue: ϕ60 mm; Ingate: 10 mm thick, trapezoidal
Sprue: ϕ50 mm; Ingate: 25 mm thick, fully open; Additional riser between ingates
Riser and Subsidy
2 waist – shaped insulating risers; Subsidy thickness: 15 mm, depth: 80 mm
3 circular insulating exothermic risers; Subsidy thickness: 45 mm, depth: 120 mm, circumferential
5. Improvement Effect Verification
Items
Before Improvement
After Improvement
Casting Yield
57.6%
62.3%
Casting Defects
Present
None (verified by dissection and production of 300+ pieces)
Scrap Rate
Above 4%
Below 4%
6. Conclusion
The casting process optimization of the axle box body effectively addressed the quality issues in the original process. By refining and adjusting the pouring system, riser, and subsidy processes, the internal and surface quality of the castings significantly improved. The optimized process, proven feasible, can be extended to other axle box casting productions, enhancing the overall quality and reducing the casting defect rate.