
When the pressure difference is enough (35kpa), the influence of chill thickness and casting thickness on defect formation is discussed. Firstly, simulation is carried out, and the results are shown in Fig. 1.
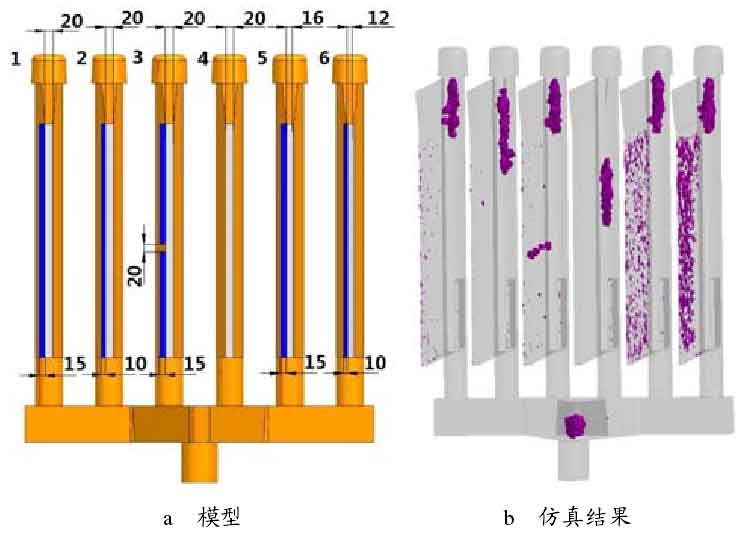
The simulation results show that when the holding pressure is 35 kPa, when the casting thickness or chill thickness is fixed, the defect forming tendency increases obviously with increasing or decreasing the casting thickness, and there is a matching relationship between the two. At the same time, it can be found that when there is a large gap between the chill, the tendency of forming defects in the corresponding position of the casting is larger, which is consistent with the actual pouring results. The actual pouring was carried out, and the film results showed that the plate with thickness of 20 mm without cold iron was qualified (plate 4, not shown in the picture), and the rest were unqualified. The defective plate is shown in Figure 2.

When the casting thickness is 20 mm, the chill thickness is reduced from 15 mm (Fig. 2a) to 10 mm (Fig. 2b), and then the chill (qualified casting, not shown) can reduce the shrinkage porosity tendency of the casting; when the chill thickness is 10 mm, the casting thickness increases from 12 mm (Fig. 2e) to 20 mm (Fig. 2b), or when the chill thickness is 15 mm, the casting thickness increases from 16 mm (Fig. 2d) to 20 mm (Fig The above results are consistent with the simulation analysis.