1. Sand mold manufacturing
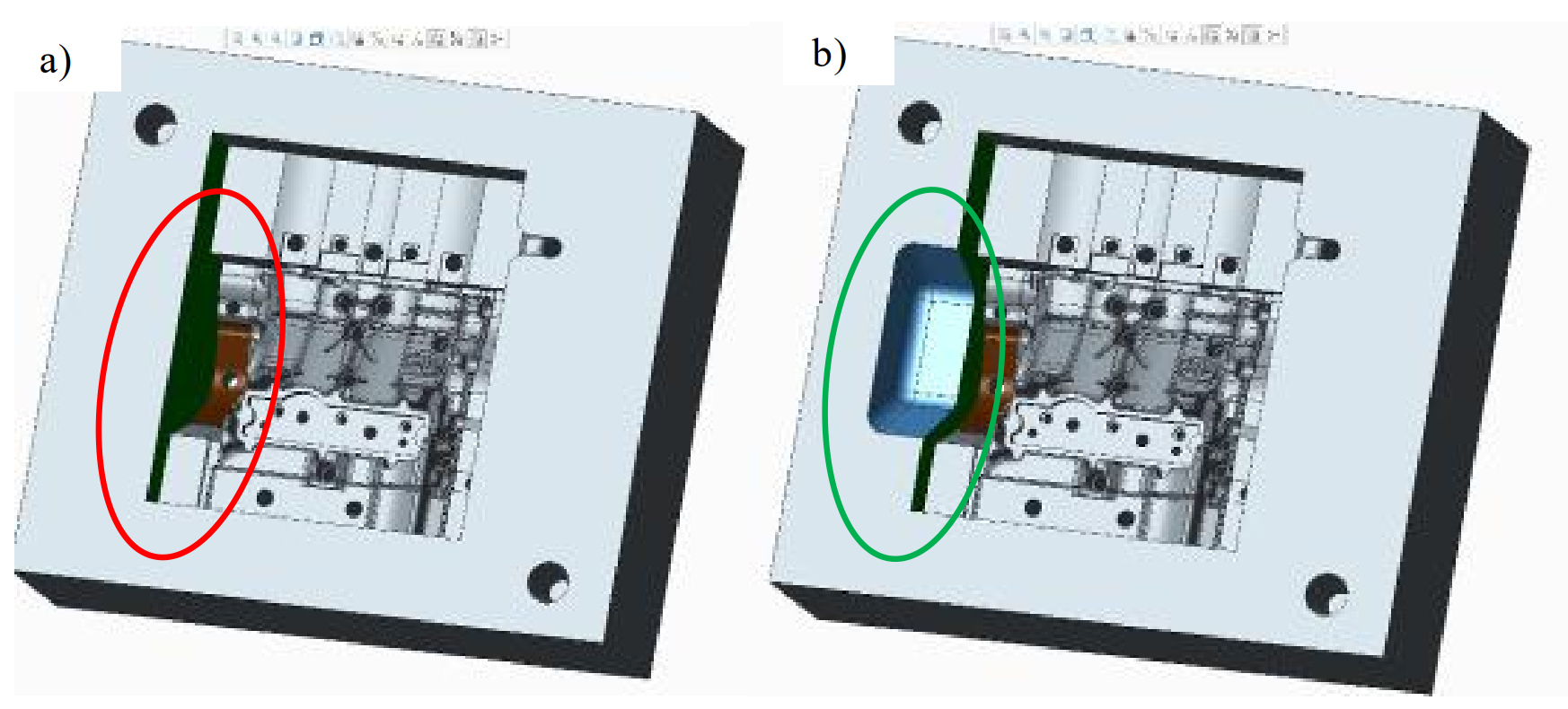
The depth of the mold cavity is too deep during the processing of the outer mold of the cylinder block sand casting. In the three-dimensional design stage, the high-end surface of the side of the deep cavity of the mold is cut off to form two shallow stepped cavities, as shown in Figure 1.
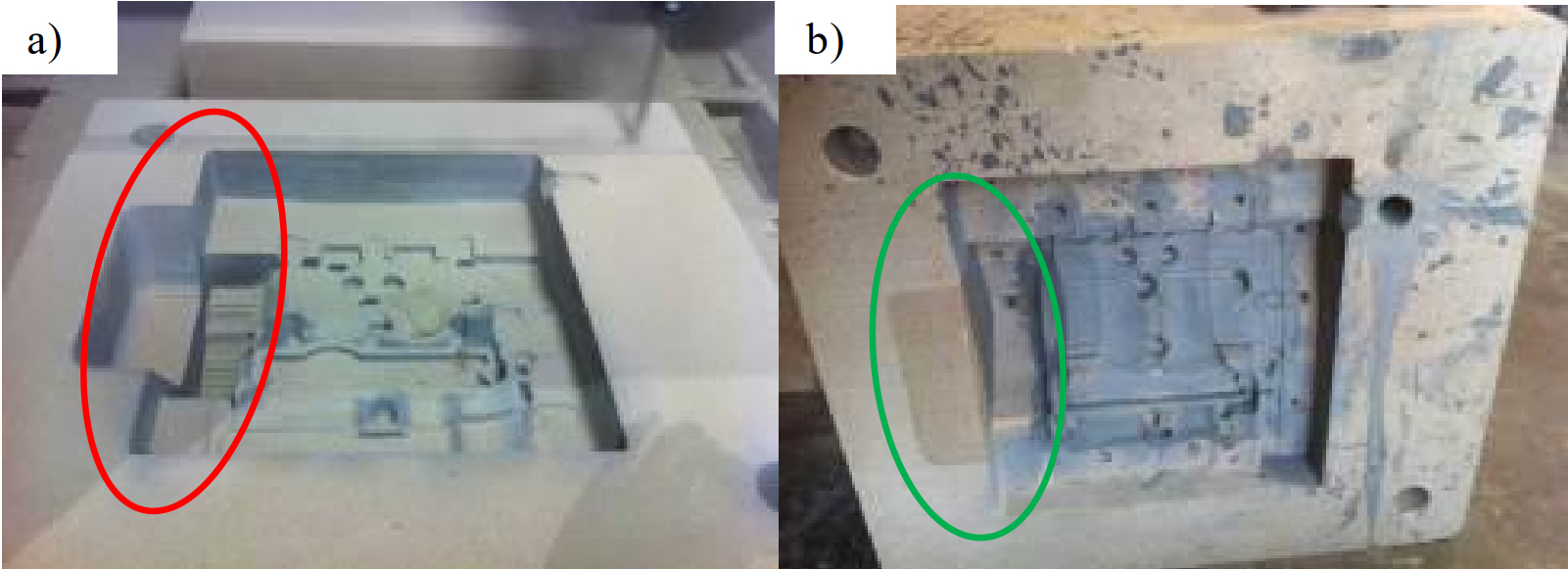
As shown in Figure 2, the removed part of the processed engine cast iron cylinder block sand mold is filled with self hardening sand. Generally, the end face core is used as a baffle to fill the sand to form the shape of the initial sand mold. This method can reduce the demand for tool length. Compared with long tools, short tools have less vibration, higher relative rigidity and better dimensional accuracy of sand mold.
2. Core assembly and pouring
When using hollow crankcase core, the exhaust hole of sand casting crankcase is blocked with asbestos mesh to avoid core drilling during pouring, as shown in Figure 3 below.

3. Casting inspection

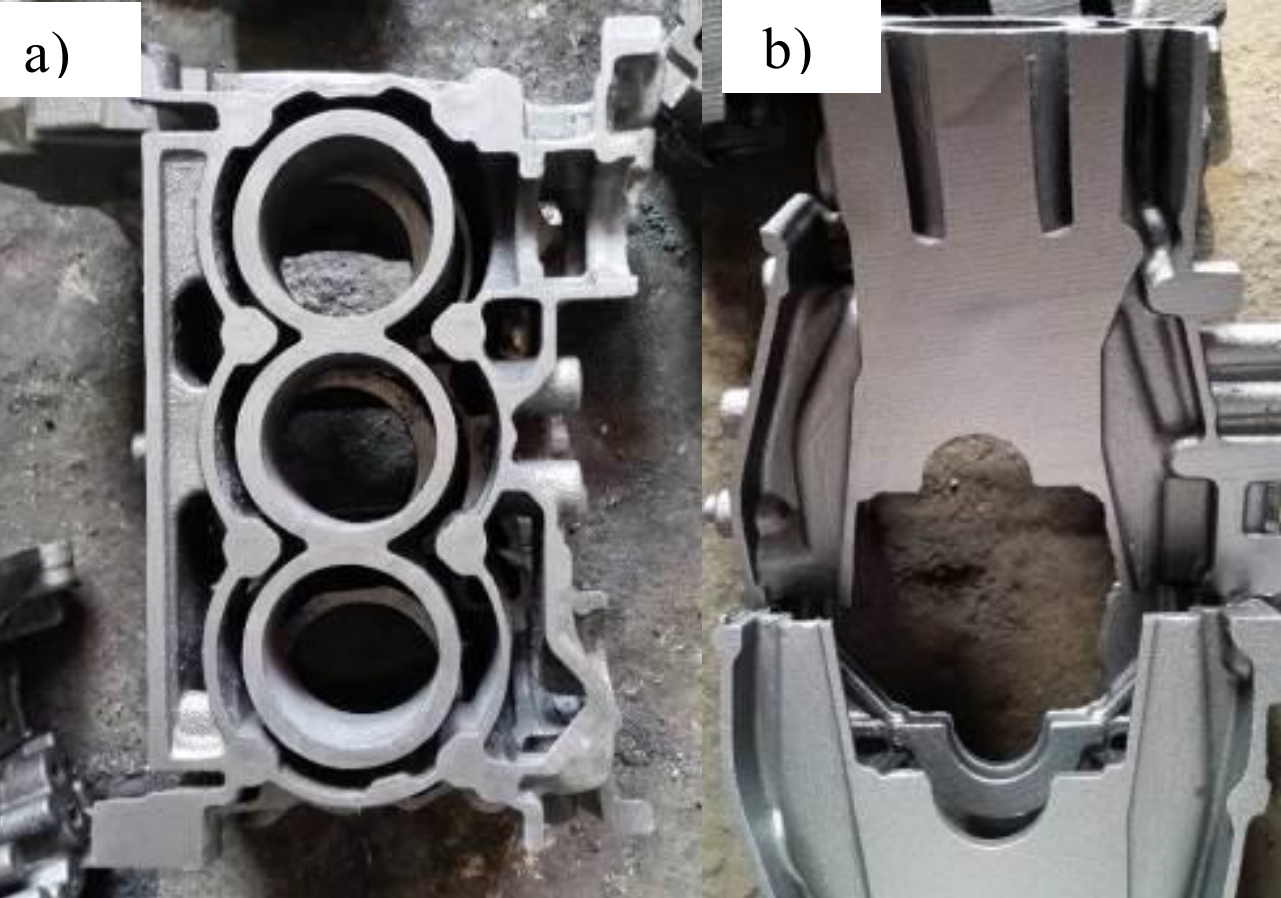
After sand casting, the cylinder block is shown in Figure 4, and there are no obvious defects on the surface. The key parts of the sand casting cylinder block are dissected and tested, as shown in Figure 5, and no air holes, shrinkage cavities and loose casting defects are found.
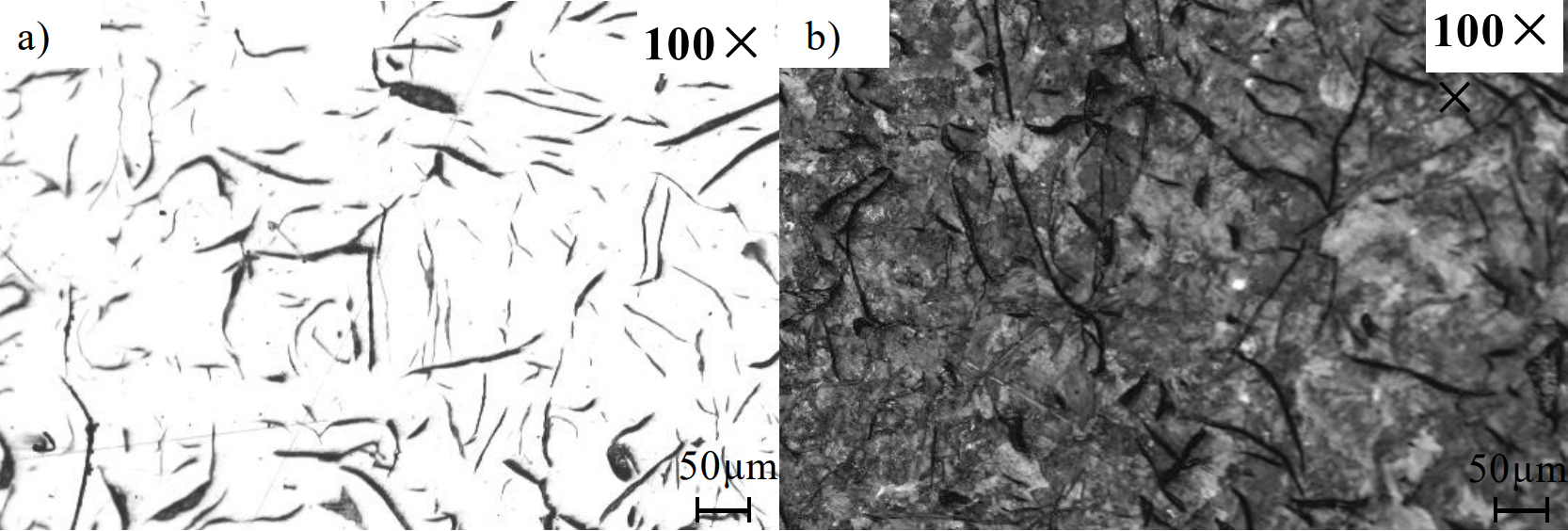
The mechanical properties of sand casting cylinder block were tested. The tensile strength was 319mpa and the hardness was 212hbw. The results of metallographic examination are shown in Figure 6. The graphite is A-type graphite, the graphite length is a4-a5, and the matrix structure is 98% pearlite + ferrite + phosphorus eutectic.