
Nodular cast iron has high mechanical properties, good sand casting performance, good fluidity, no hot crack tendency, shrinkage and high air tightness, so it is widely used. For large ductile iron castings, defects are easy to occur in thick parts. Therefore, sand casting process design and sand casting scheme have a great impact on the quality of castings. In this paper, the sand casting process scheme of a large nodular cast iron volute is analyzed and optimized, and the best sand casting process scheme is determined.
The process design casting is QT500-7 turbine shell, and its overall dimension is 1512mm × 1 385 mm × 814 mm, weighing approximately 1 972 kg; Its interior is a cavity structure with complex shape; The maximum wall thickness is 100 mm, the minimum wall thickness is only 30 mm, and the wall thickness difference is large. It belongs to large and complex castings. Use nx12 0 software to establish the three-dimensional modeling of volute, as shown in Figure 1.

Nx software is used for three-dimensional modeling, and then the sand casting process is simulated by AnyCasting software to verify the scheme.
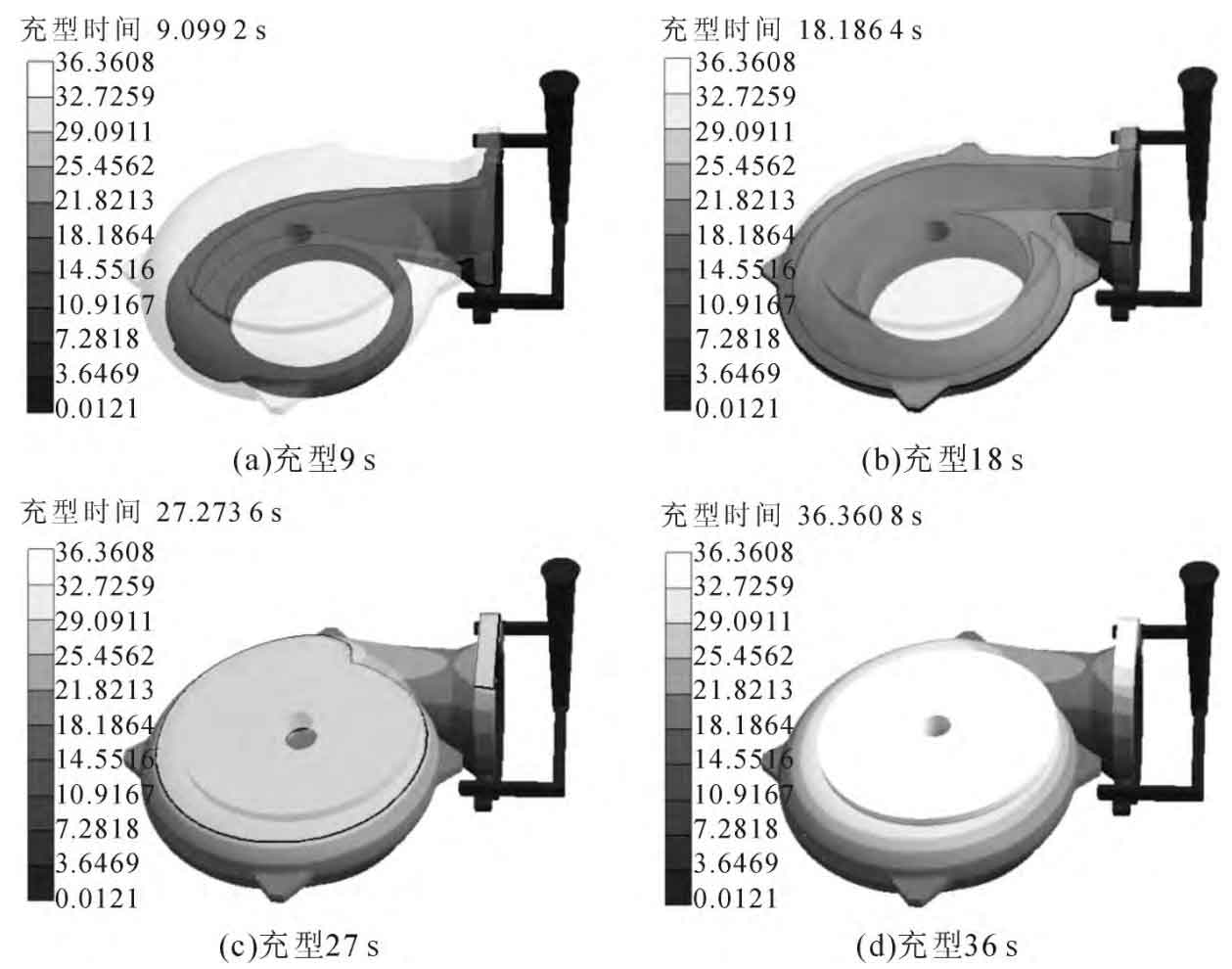
The filling sequence is shown in Figure 2. The time required for full pouring is 36.5 s. It can be seen from the figure that the liquid metal first enters the arc bottom of the flange from both ends of the outer edge of the flange, and then enters the similar spiral cavity. The liquid metal filling is fast and stable, rotates smoothly along the periphery of the volute, and is filled from bottom to top. It is not easy to produce sand flushing or air entrainment, and the gas residue is easy to float up to the top surface; Moreover, the runner is short, the liquid metal is not easy to be oxidized, and the unreasonable filling sequence does not occur.
The solidification sequence is shown in Fig. 3. With the cooperation of cold iron, the cooling and solidification of each part of sand casting are relatively synchronous, and the solidification crystallization temperature difference of each part of sand casting is small; At the same time, the outer surface of the volute and the inner sprue are solidified first. The first solidification of the inner sprue closes the outlet of the molten iron, prevents the pressure relaxation of the sand casting after graphitization expansion, and improves the utilization rate of graphitization expansion.

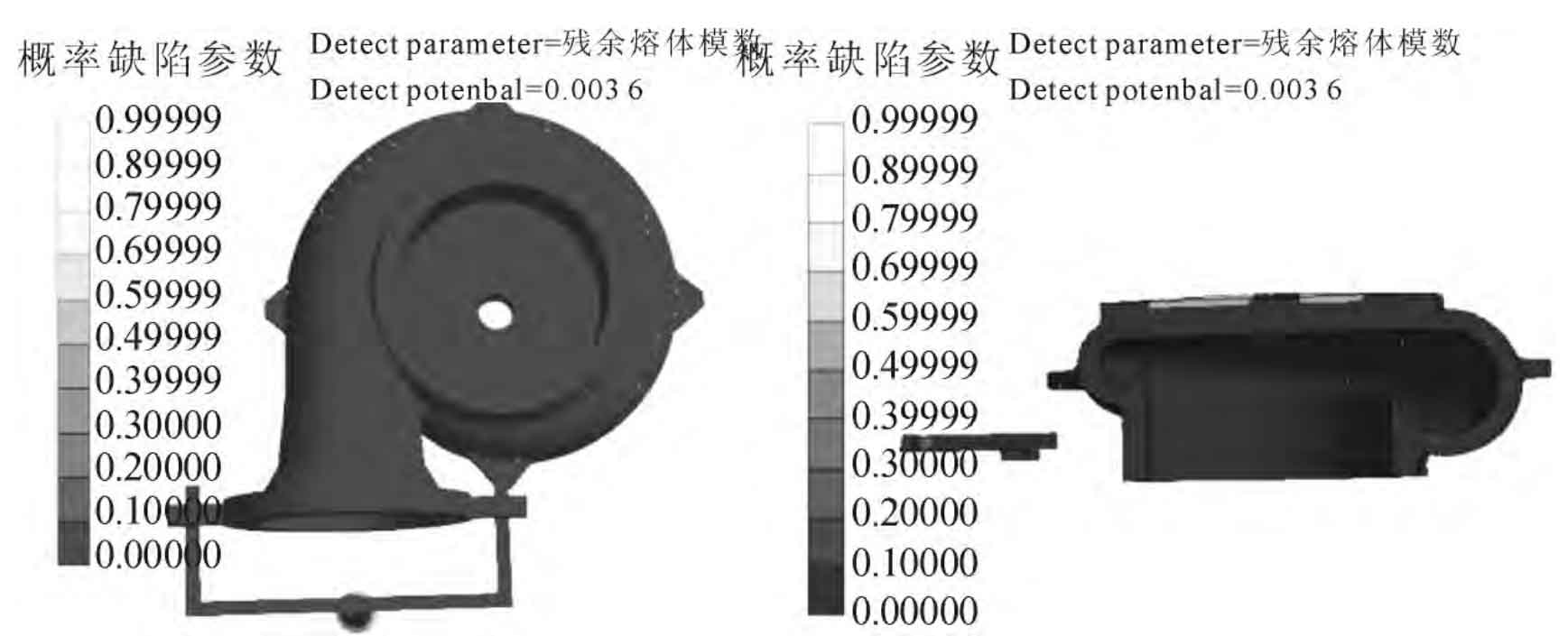
The defect prediction analysis is shown in Figure 4. There are no obvious defects in sand castings, and the defects are mainly concentrated in the sprue and the conical part of the top large disc.
In view of the favorable conditions for liquid metal flow filling due to the structural characteristics of worm shaped arc of sand casting, considering that the excessive wall thickness difference of nodular cast iron casting is easy to lead to serious uneven graphitization, the inner gate is set on both sides of the outer edge of flange hole near the thinnest inclined pipe of sand casting, so as to reduce the temperature difference between solidification and crystallization of sand casting, uniform and rapid filling, It is beneficial to promote the uniform graphitization of all parts of nodular iron castings and the external yield of sand castings.
According to the simulation results, it is found that the supplementary pouring riser under the previous customary operation can only supplement the amount of liquid steel during the first pouring. If you want to increase the riser modulus and reduce the segregation under the riser through supplementary pouring, you need to use the scheme of multiple supplementary pouring, appropriately extend the time interval, and take measures to avoid premature condensation of liquid steel on the top of the riser into shell.