
By individually adjusting the corresponding parameters of the example, we can intuitively understand the influence of these conditions on the accuracy of the judgment results of shrinkage cavity and porosity of nodular iron.
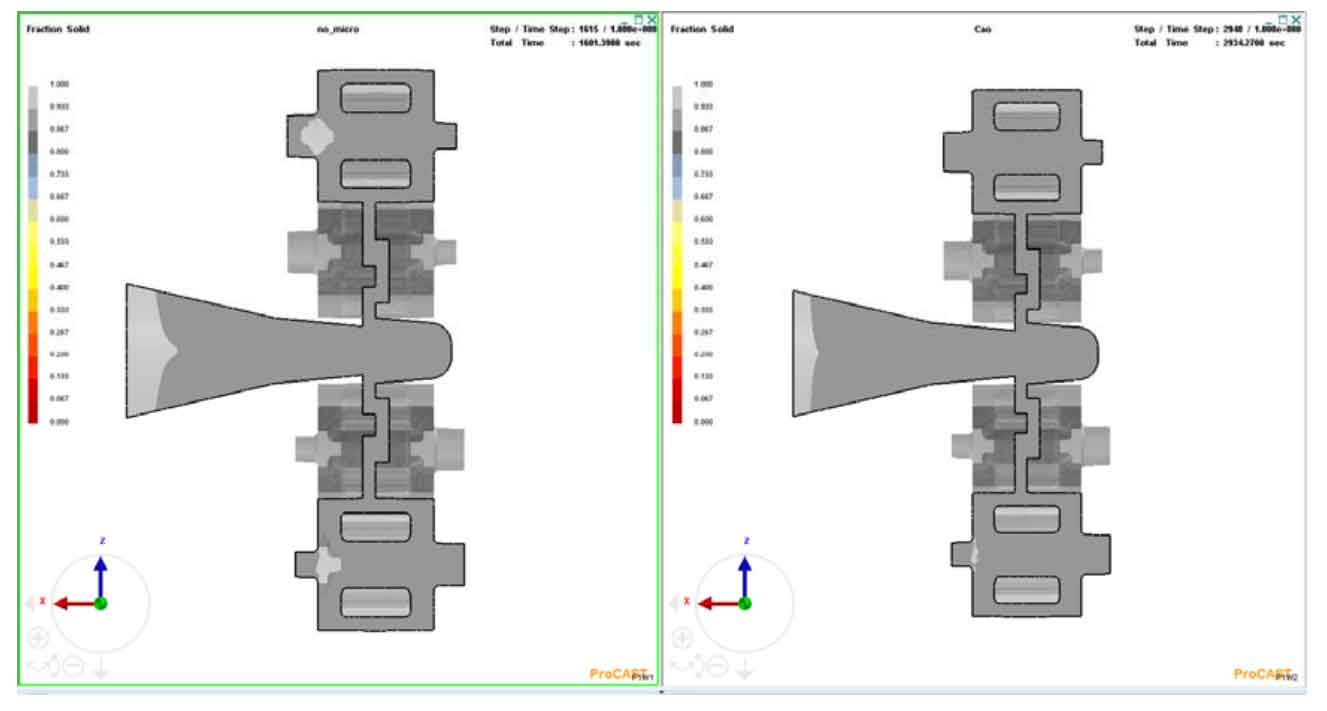
1) Comparison with uncoupled micro

Set the micro switch to 0 (off) and 1 (on) respectively. The simulation results show that when the micro is not coupled, the solidification process of the ductile iron part is only liquid shrinkage process. The amount of shrinkage cavity and loose casting defects shown by the direct shrinkage criterion is large and widely distributed, which is very inconsistent with the reality; Coupled with micro calculation, it can be seen that the liquid metal in the gate cup first decreases and then rises, and the casting has complete liquid shrinkage and graphitization expansion. The simulated shrinkage cavity and porosity casting defect results are consistent with the actual results.
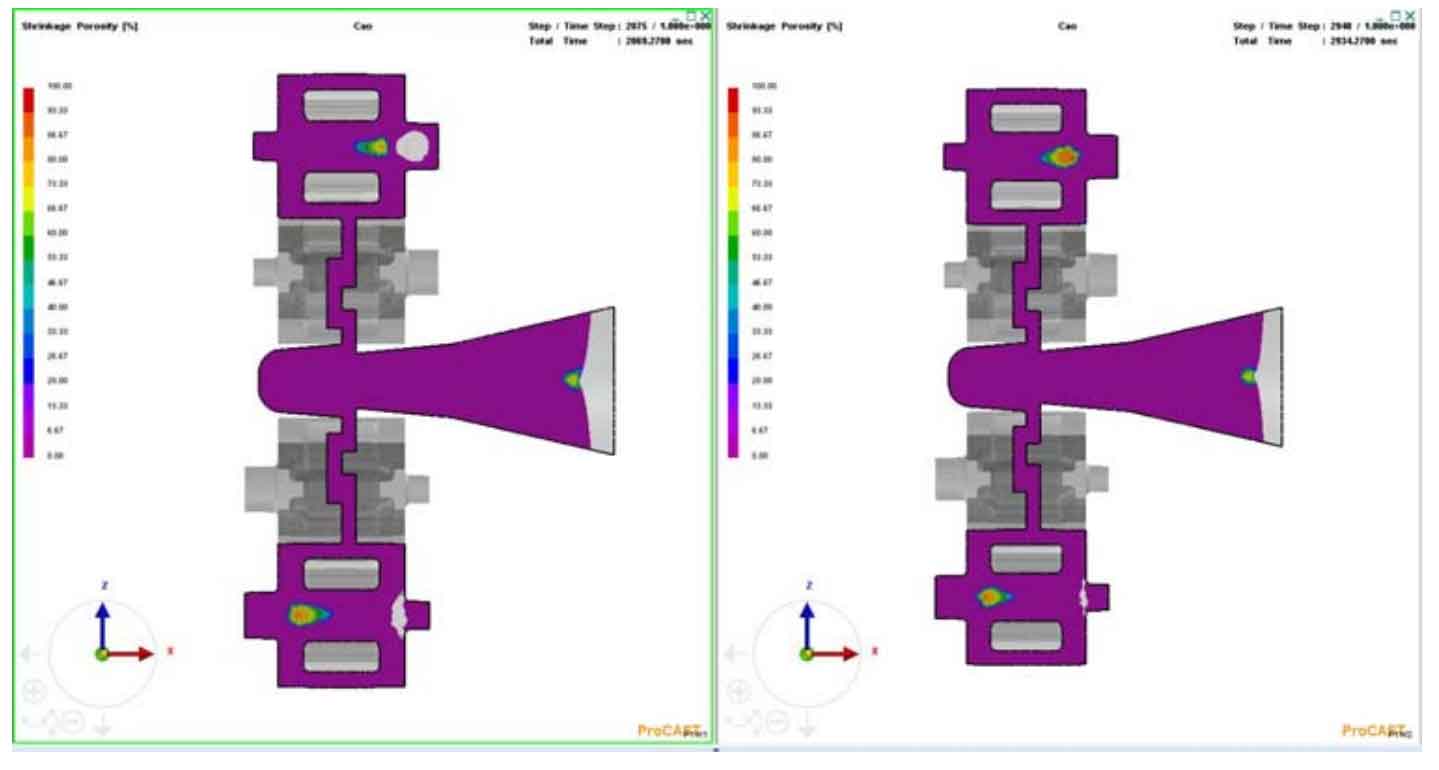
2) Influence of graphitization degree
Graph indicates the graphitization degree of precipitation of cast iron during solidification. Its value range is 0 to 1, and the default value is 1.0. Taking 1 indicates that the graphite expansion potential is fully considered in the simulation process, and such castings will have a relatively low tendency of shrinkage cavity and loose casting defects; Taking 0 means that the graphite expansion will not occur, so the feeding of graphite expansion will not occur during the liquid shrinkage of casting solidification. In microscopic calculation, the expansion calculation part of density will be multiplied by the value of graph. If the graph value is closer to 0, the worse the expansion effect will be considered, and when it is closer to 1, the expansion effect will be fully considered. Take graph = 0.2 and graph = 0.8 to get the following results.
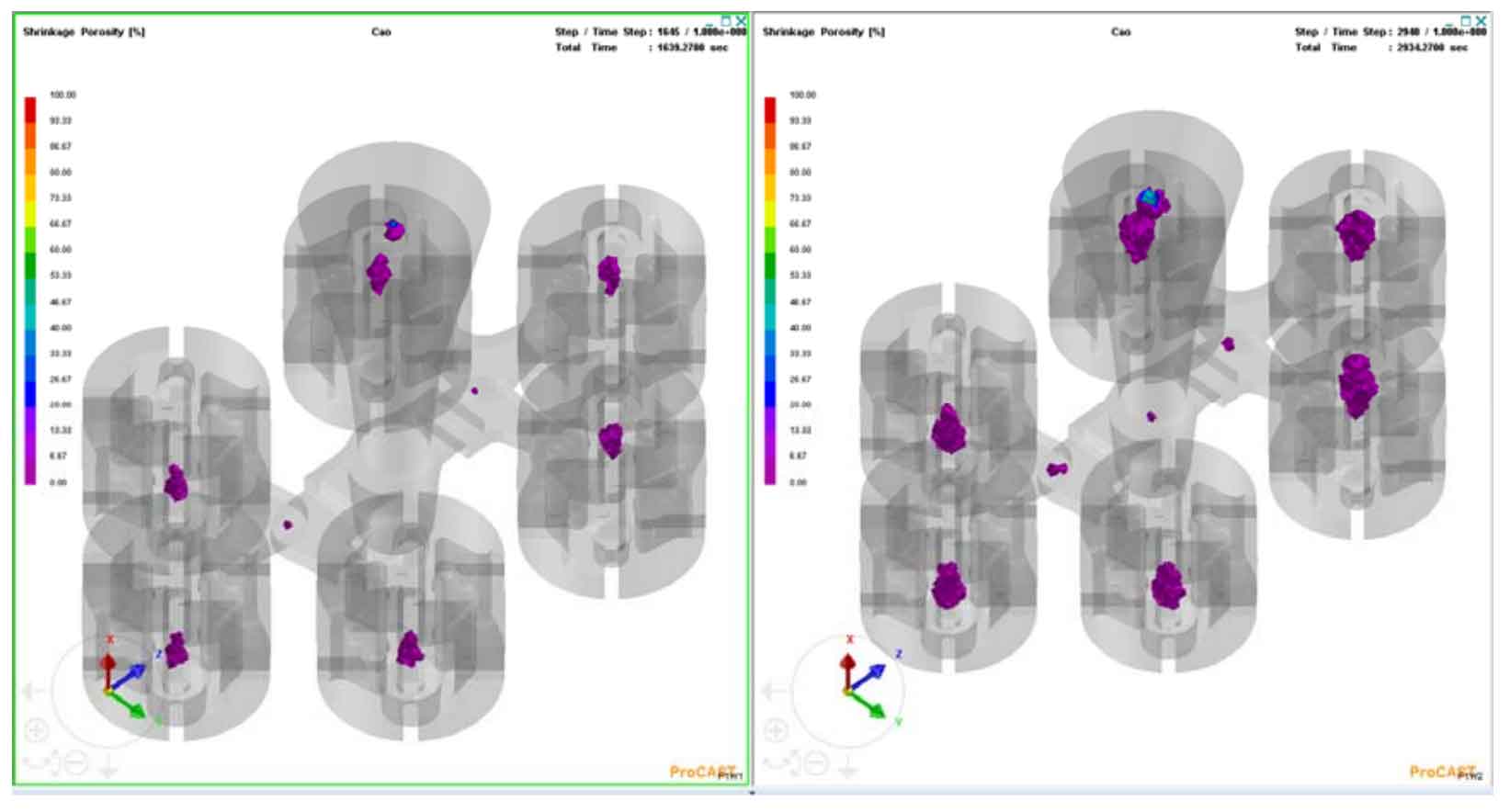
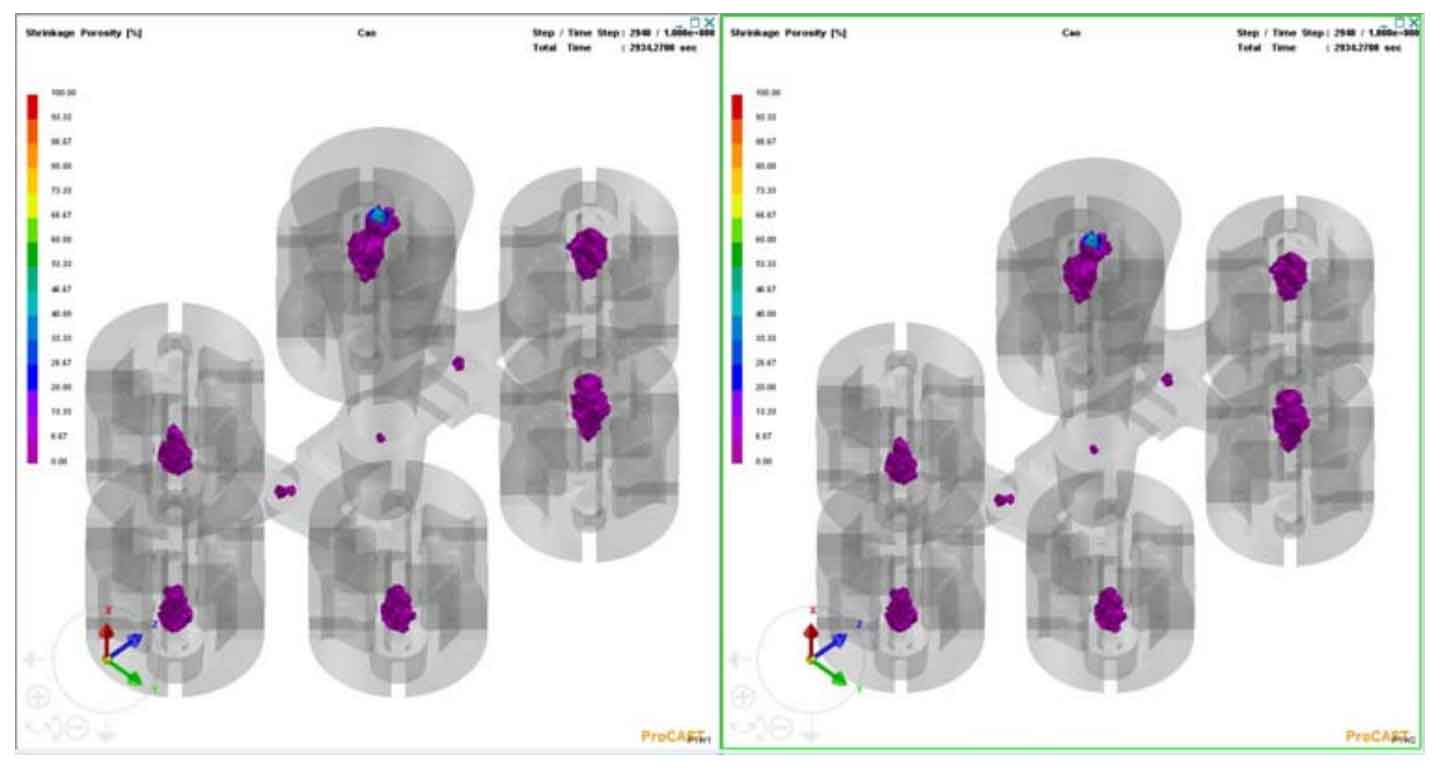
3) Effect of recession
Fading indicates the effect of graphite decay of nodular cast iron. Nodular cast iron is inoculated with Si and Mg reagents. According to different ladle and inoculation methods, with the increase of inoculation time and solidification degree, the graphite spheroidization of nodular cast iron will decline accordingly, which will lead to the reduction of graphite balls and weaken the expansion effect of graphite, which will naturally affect the size of shrinkage cavity and porosity casting defects. Generally, the value of fading is between 0 and 1, and the default value is 1. The smaller the fading parameter is, the longer the graphite spheroidization expansion lasts, and the stronger the effect is. For quick cooling and small parts, the value is close to 1; For large parts with slow cooling speed or bulky, the value is close to 0. For EPC, due to its slow cooling characteristics, a smaller value should be taken. Taking fading = 0 and fading = 0.8, the following results can be obtained.
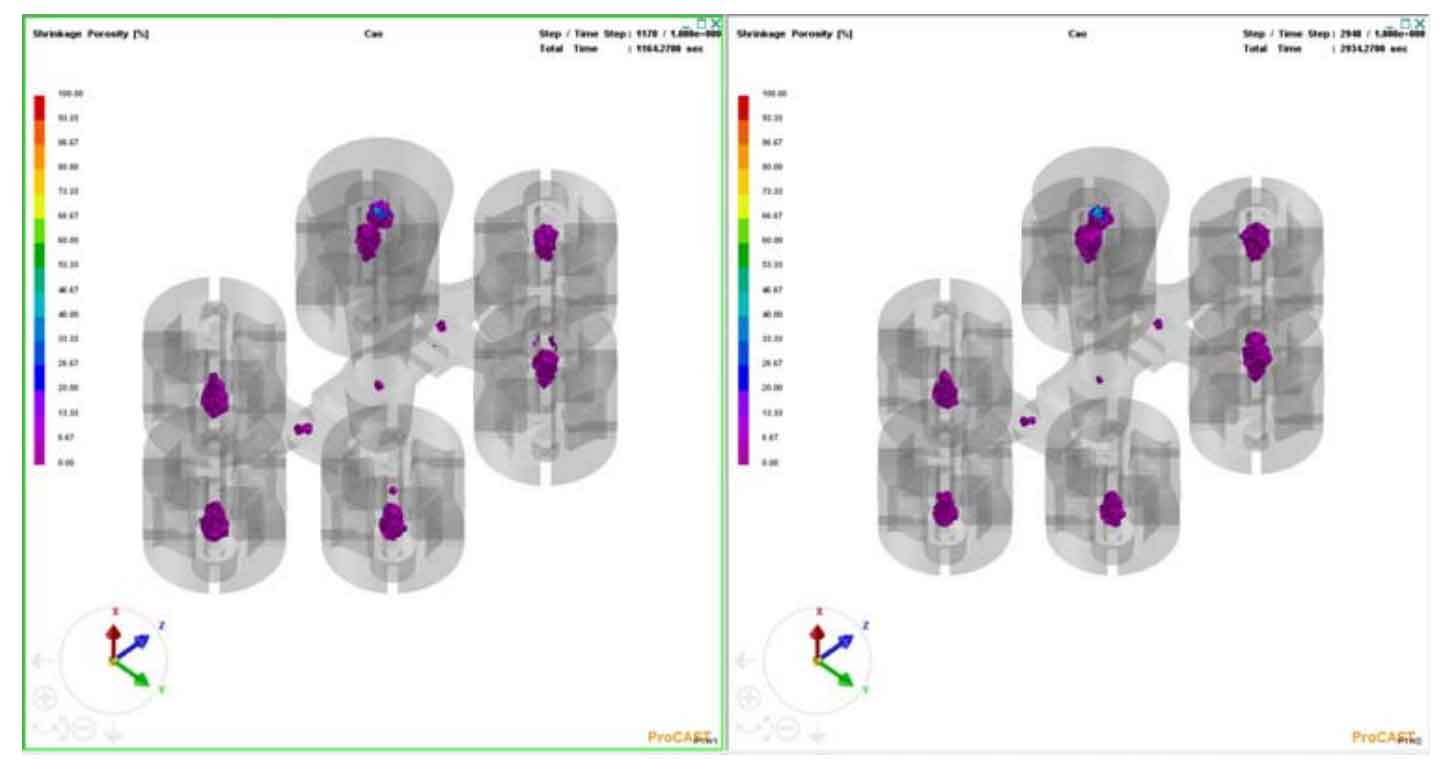
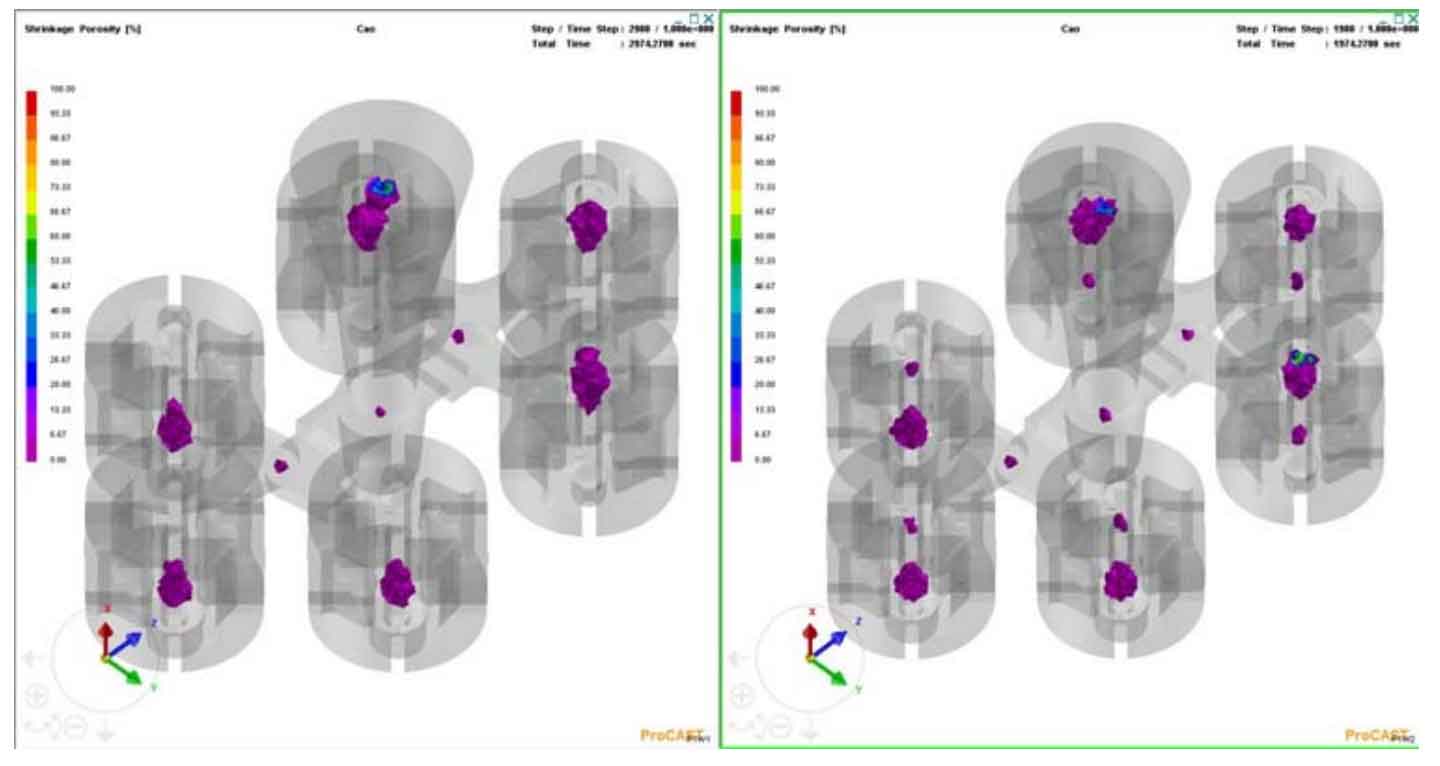
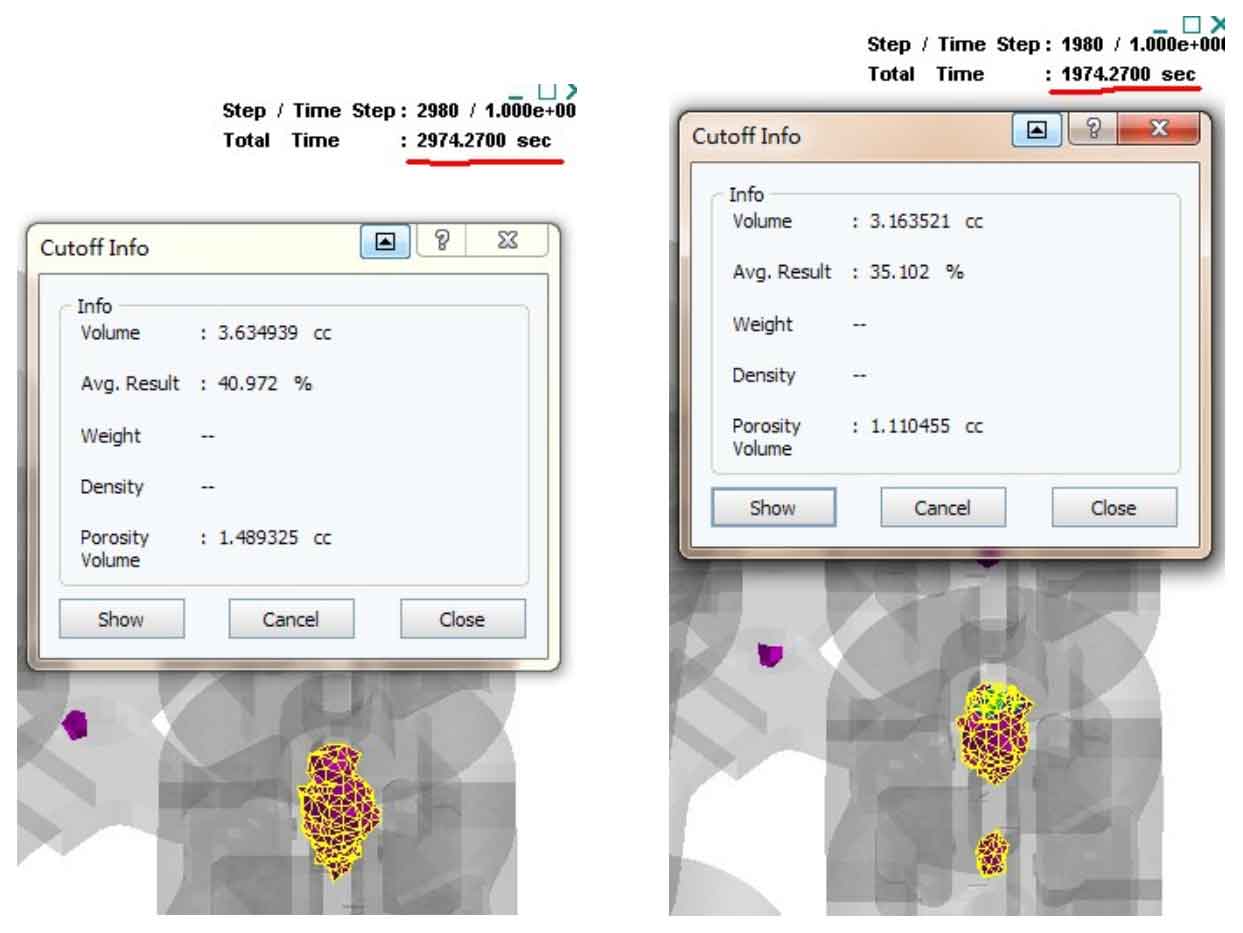
4) Influence of inoculation mode or inoculation time
Mgtreat represents the time from adding Mg reagent for inoculation treatment to the beginning of solidification. Mgtreat provides an actual amount of time to ensure the accuracy of fading model. Its value corresponds to the time from the beginning of Mg inoculation to the beginning of calculation, that is, to the beginning of pouring or to the time when the cavity is full. The more this value is obtained, the weaker the expansion effect of feldspar ink is. Take mgtreat = 4min (assuming the actual incubation time) and 20min (assuming the time with the greatest decay effect) for comparison. There is little difference in the distribution of shrinkage cavity and porosity casting defects between the two, but there is only a small difference in pore volume. When mgtreat takes a large value, the pore volume is too large.
5) Influence of mold stiffness conditions
Moldrig refers to the mold stiffness condition. The mold stiffness has an effect on the size of shrinkage cavity and porosity casting defects of the alloy with expansion property in the solidification process, and its value range is 0 ~ 1. If the mold is completely rigid and the casting cannot expand outward, the expansion potential of the casting will turn into an effective “feeding channel” to act on the internal shrinkage cavity and loosen the casting defect area. At this time, moldrig takes 1. Conversely, if the mold is relatively soft, the casting will extrude the mold wall and expand outward, and the expansion potential will no longer be used as a “feeding channel” to backfill the loose area of shrinkage cavity and casting defects in the casting. At this time, moldrig is taken as 0. In fact, the situation is more complicated. When the casting is relatively soft, as long as the mold body reaches a certain thickness, it may also need to be treated as a “completely rigid” mold. When the graphite expansion is too ideal, the change of this parameter may have little effect on the shrinkage cavity and porosity of the casting. We take moldrig = 0 and moldrig = 0.8 for comparison. For the influence of mold stiffness conditions on shrinkage cavity and porosity casting defects, the results are similar to mgtreat. The distribution of shrinkage cavity casting defects under the two values is the same, with only slight difference in pore volume. Moldgrid takes a smaller value, and the pore volume is too large.
6) Influence of molding sand type
In addition to the type of graphite shrinkage, the above shrinkage parameters also have a certain influence on the shrinkage of graphite ball. In his doctoral dissertation, Wu Zhichao of Huazhong University of science and technology once discussed the solidification characteristics of castings under different sand mold conditions and proposed that the sand mold material has an impact on the cooling rate of castings. Here, the sand mold material resin sand is replaced with silica sand and chromite sand to analyze its impact on shrinkage porosity and casting defects.
From the simulation results, the cooling time of castings with ferrochrome cold sand is shorter, which reflects that the cooling speed of castings with ferrochrome cold sand is faster than that with dry sand; The volume and porosity of shrinkage cavity and porosity casting defects with ferrochrome cold sand are lower, which shows that ferrochrome cold sand can reduce shrinkage cavity and porosity casting defects; Using chromite cold sand, shrinkage cavity and porosity casting defects are more dispersed, which shows that chromite cold sand can disperse shrinkage porosity casting defects.
To sum up, there are many factors affecting the shrinkage cavity and porosity casting defects of nodular cast iron castings. The location and size of shrinkage cavity and porosity casting defects can be accurately judged only by adjusting the relevant thermophysical parameters according to the actual situation, setting appropriate simulation parameters and obtaining an accurate thermophysical model.