
The numerical simulation of temperature field is the basis and core module of ProCAST software simulation. Through the simulation of temperature field, the temperature change in the cooling process of sand casting axle housing is analyzed, the solidification and cooling process of sand casting axle housing are visualized, and then the location of shrinkage cavity and porosity is analyzed.
In the process of liquid metal solidification, when the solidified metal temperature is below the solid temperature line, the solid-liquid phase transition will no longer occur. In order to stabilize the phase transition state, in order to facilitate the analysis and intuitive resolution of the metal solidification process, the sand casting bridge shell part below the solid temperature is set as invisible, that is, the transparent part, showing the molten metal at different temperatures without solidification.
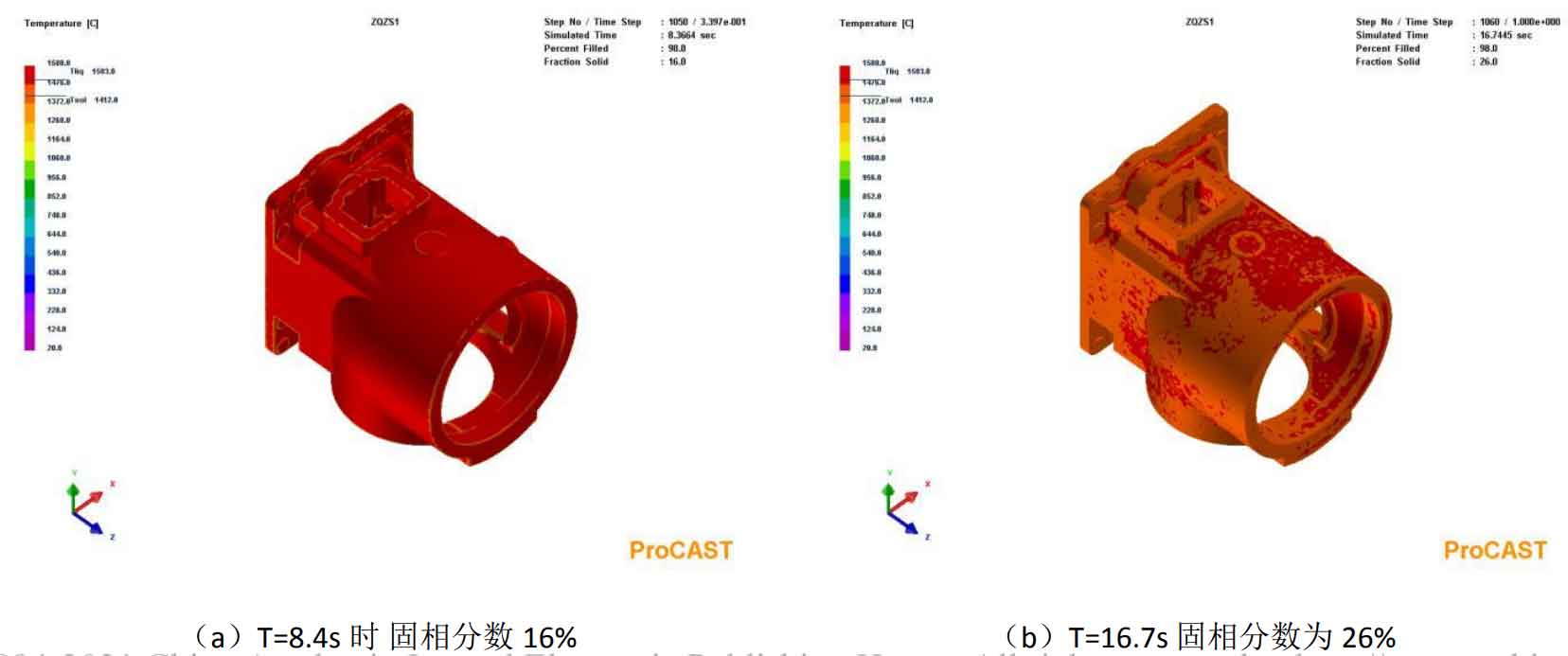
1.Simulation and analysis of temperature field of closed gating system
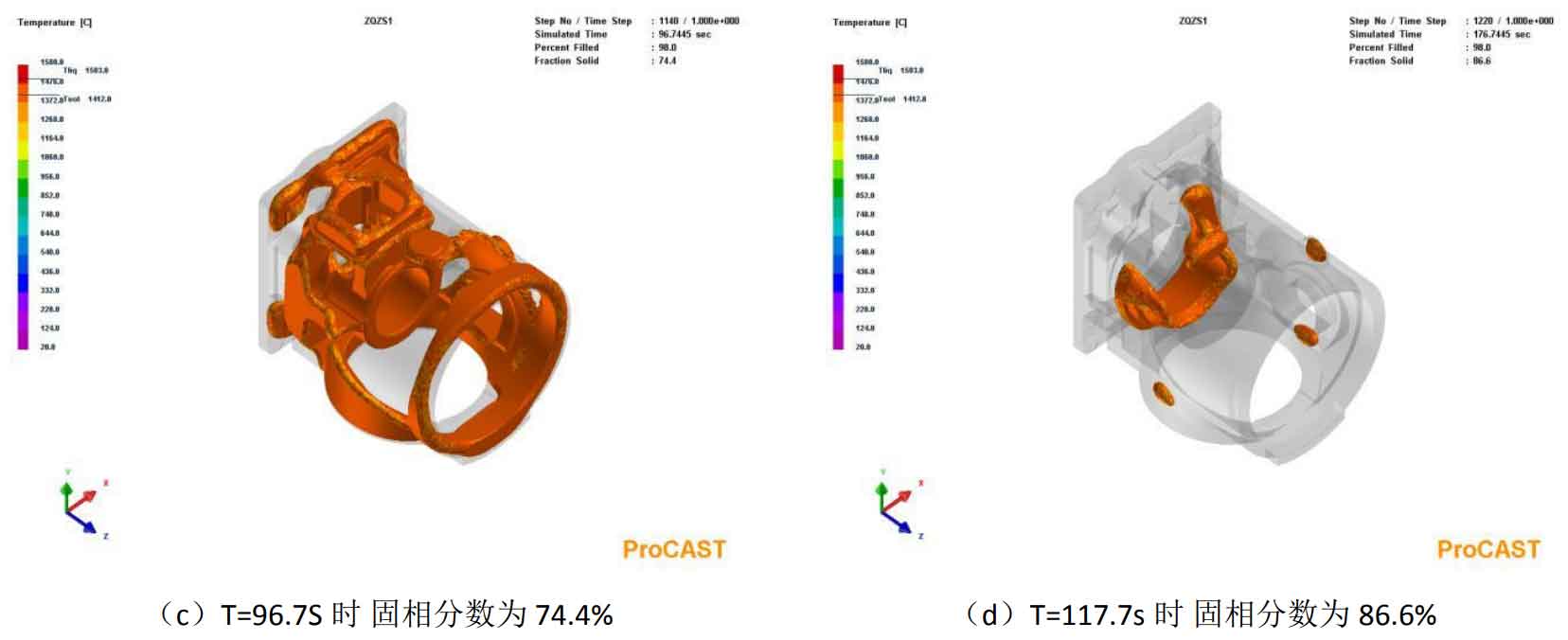
The simulation of temperature field is shown in Figure 1 (a). When t = 8.4s, the solidification fraction of sand cast axle housing is 16%, and the temperature decreases at the bottom flange end and peripheral sharp edge of sand cast axle housing; In Figure 1 (b), when t = 16.7s, the temperature decreases and further diffuses to the whole sand cast axle housing. At this time, the solidification fraction of the axle housing is 26%. In Figure 1 (c), when t = 96.7s, most of the sand cast axle housing has solidified, and the solidification fraction of the axle housing is 74.4%. At this time, the isolated liquid phase area of the axle housing begins to appear; When t = 117.7s, figure 1 (d) shows that the solidification fraction of sand casting axle housing is 86.6%, and the isolated liquid phase region is scattered in the axle housing.
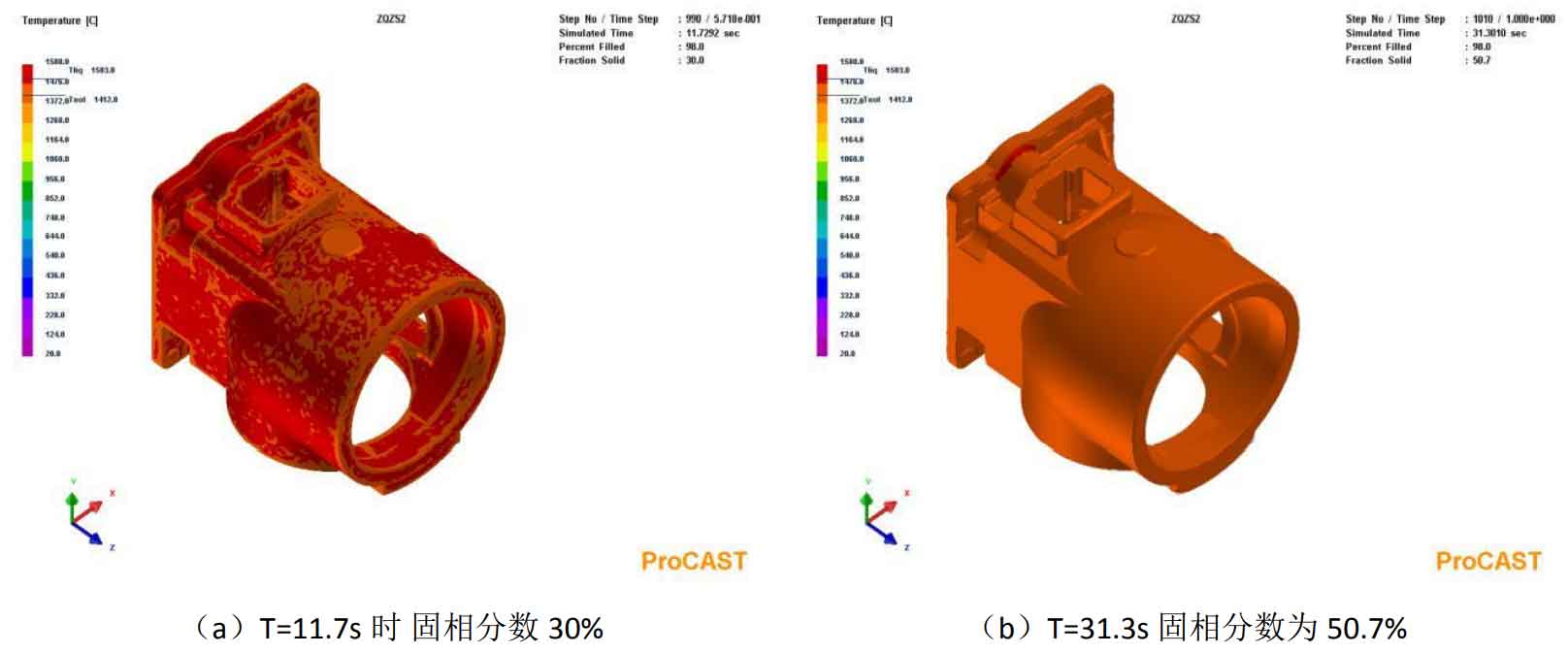
2.Simulation and analysis of temperature field of open gating system
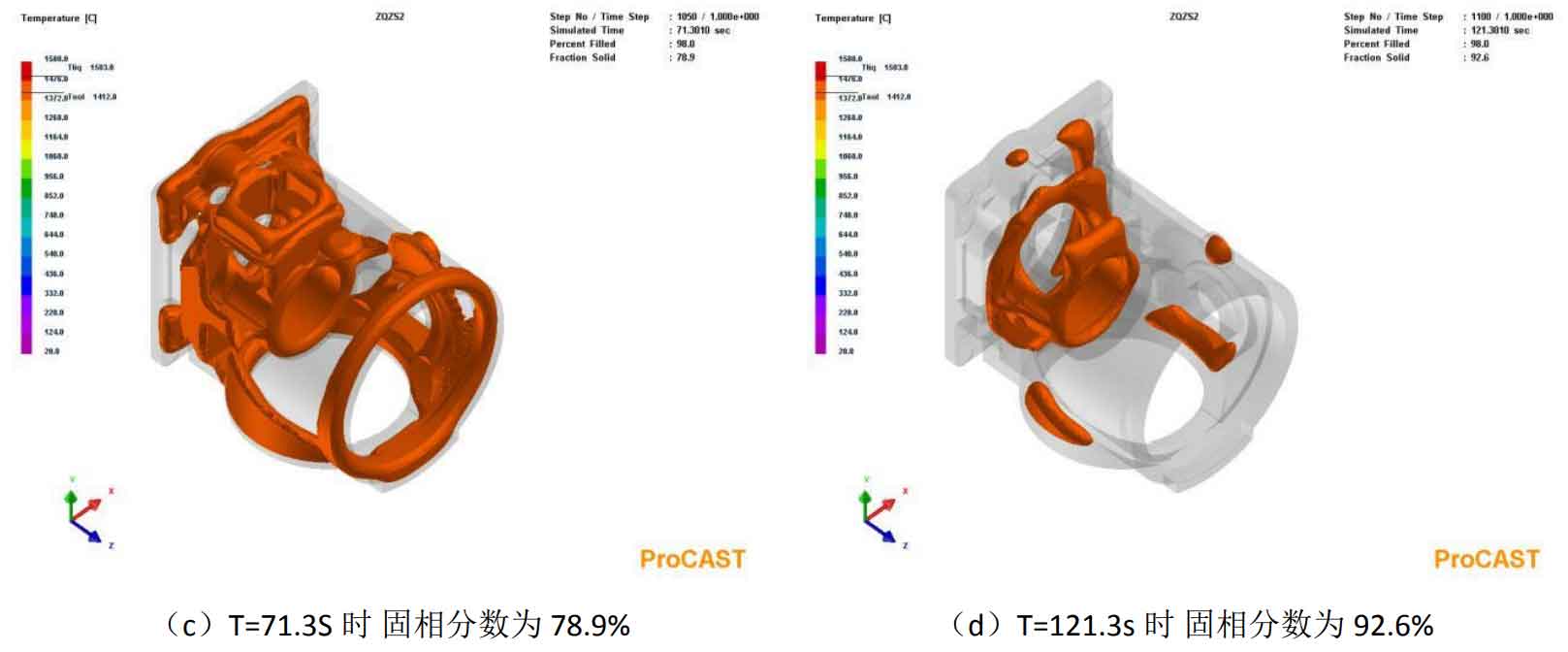
The simulation of temperature field is shown in Figure 2. After the metal liquid enters the gating system, when t = 11.7s, as shown in figure (a), the solid content of sand casting axle housing is 30%, and the temperature decreases at the peripheral sharp edge of axle housing, and different temperature distribution areas appear at first; When t = 31.3s, as shown in figure (b), the temperature drop further diffuses to the whole sand casting axle housing, and the flange end face solidifies first. At this time, the solidification fraction of axle housing is 50.7%; When t = 71.3s, as shown in figure (c), the sand casting axle housing has solidified, and the solidification fraction of the axle housing is 78.9%. At this time, the isolated liquid phase area of the sand cast axle housing begins to appear; When t = 121.3s, as shown in figure (d), the solidification fraction of the axle housing is 92.6%. There are scattered isolated liquid phase areas in the sand casting axle housing, which will lead to volume deficit in the final solidification stage, unable to realize simultaneous cooling and shrinkage cavity.
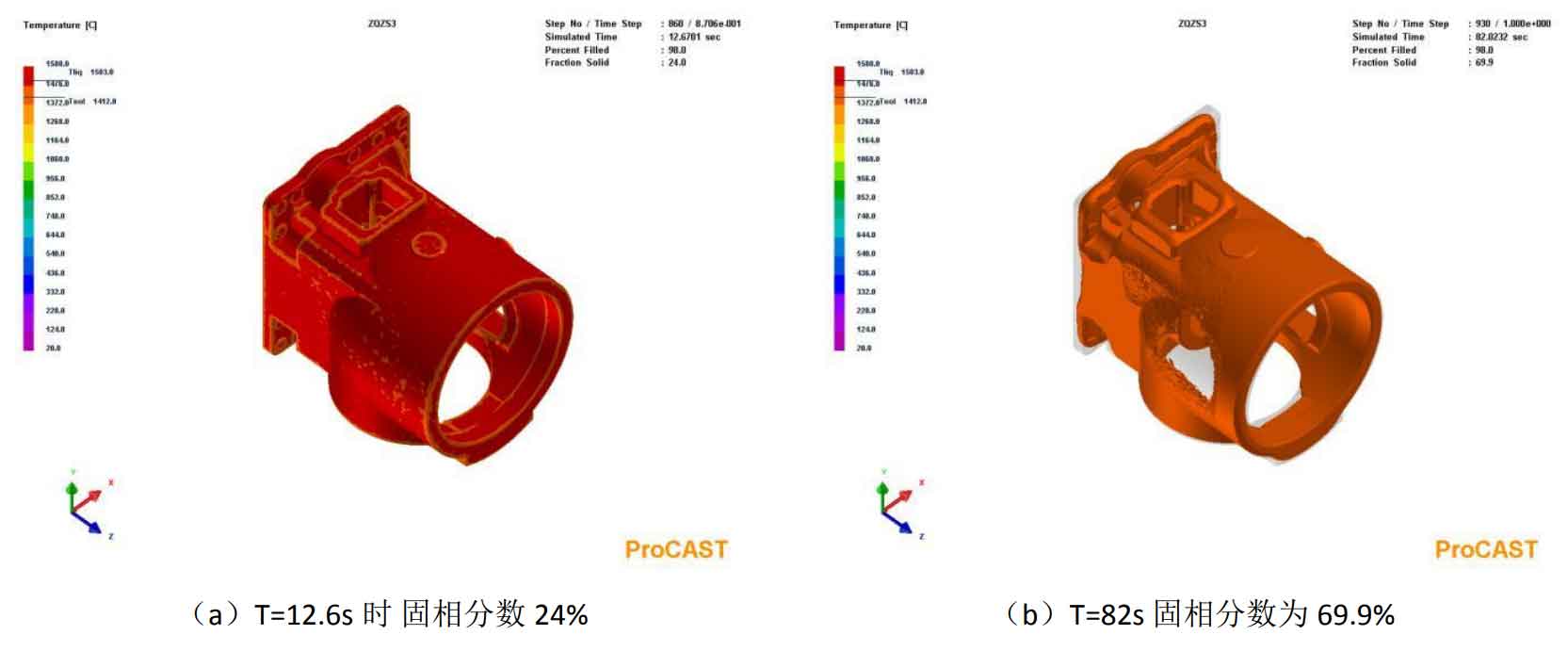
3.Simulation and analysis of temperature field of semi closed gating system
The temperature field simulation of scheme 3 of semi closed gating system is shown in Figure 3. After the start of molten metal pouring, when t = 12.6s, as shown in figure (a), the solidification solid fraction of sand casting axle housing is 24%, and the temperature decreases at the flange end and peripheral edge at the bottom of axle housing; When t = 82S, as shown in figure (b), the temperature reduction further diffuses to the whole sand casting axle housing, and the solidification fraction of axle housing is 69.9%; When t = 102s, as shown in figure (c), most of the sand cast axle housing has solidified, and the solidification fraction of the axle housing is 77.3%. At this time, a large isolated liquid phase area begins to appear in the axle housing; When t = 122 s, as shown in figure (d), the solidification fraction of sand casting axle housing is 82.7%, and the scattered and isolated liquid phase area is further reduced and reduced.
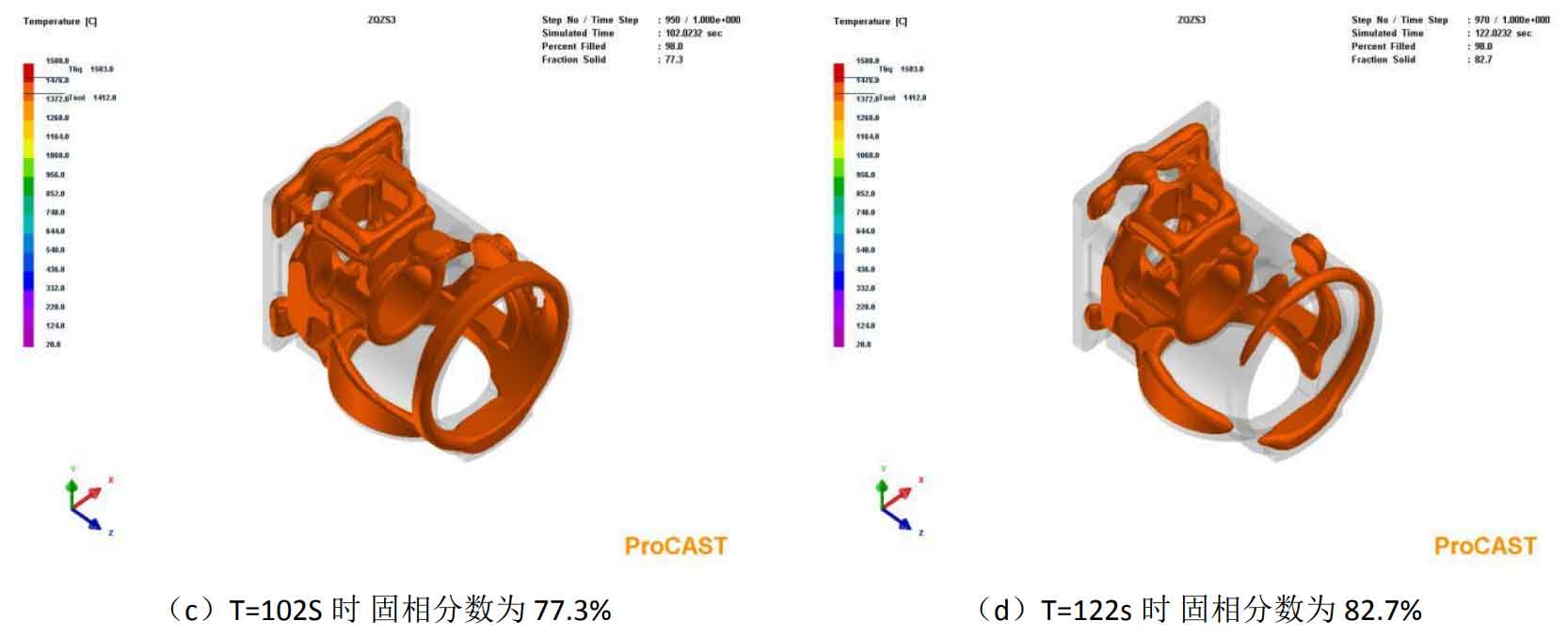
From the temperature fields of the three schemes, it can be seen that there is an isolated liquid phase region in the later stage of solidification. The isolated liquid phase region can not get effective liquid feeding in the solidification process, which is easy to produce shrinkage defects. At the same solidification time, the isolated liquid phase area of the gating system of open sand casting in scheme 2 is the largest, and the more obvious the tendency of defects, which proves that there are obvious defects in the design scheme, which need to be eliminated first.