
The solidification process of sand castings is directly related to the shrinkage cavity, porosity and stress concentration of sand castings. The purpose of simulating the solidification process of sand castings is to predict the location of shrinkage cavity and porosity. Through the analysis of the physical parameters of the sand mold casting, it is determined that the pouring temperature is 1390 ℃ and the pouring time is 34 s without adding cold iron as the original scheme.
1. Sand casting solidification simulation

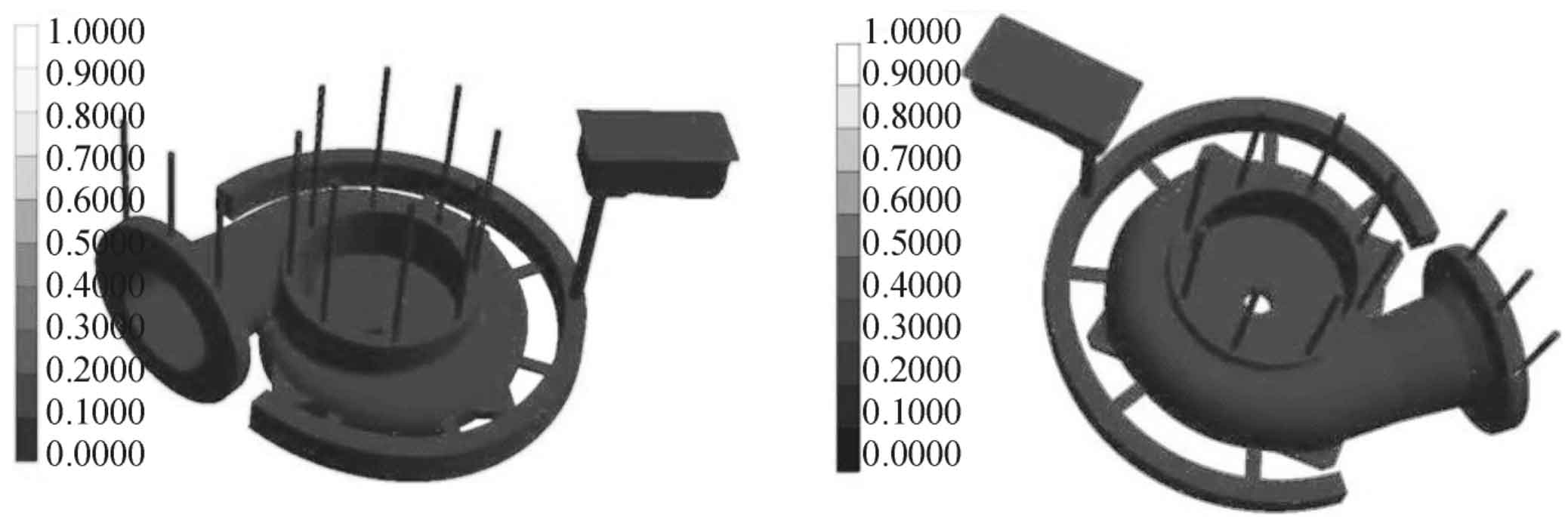
Anycast software is used to simulate the solidification of the original scheme. Fig. 1 is the cloud diagram of mold filling and solidification analysis of spiral case sand casting. It can be seen from the figure that molten iron enters the gating system from the gate cup and enters the mold cavity of sand casting from 6 inner gates. The molten iron first enters the spiral pipe of the spiral case from the inner sprue and flows into the bottom of the spiral case, and then gradually fills the spiral case pipe upward. Finally, the filling part is the central cylinder wall of the spiral case and the top of the flange plate.

Figure 2 shows the defect situation when simulating the solidification time of sand mold casting. Slag inclusion defect occurs at the thinnest part of sand mold casting wall and the inner wall of spiral case pipe. This ring is the junction of the inner wall of shell pipe. Because the wall is too thin, defects occur here.
2. Addition and optimization of cold iron in sand mold casting

In order to reduce the possible internal defects of sand castings after molding, cold iron needs to be added. Due to the large modulus of sand castings, the selection of graphite electrode cold iron can not only shorten the solidification time, but also improve the graphite spheroidization rate of sand castings. Take the thickness of cold iron as δ= (0.8 ~ 1.2) t = 80 mm, width 80 mm and length 200 mm. The placement position, shape and size of cold iron are shown in Figure 3.
After adding cold iron, it is found that the shrinkage cavity and porosity defects on the inner wall of the pipe are significantly reduced, and the defects on the shell section are also reduced. At the same time, considering the graphitization self expansion of nodular iron, it can be seen from Figure 4 that the defects inside the pipe of sand casting have been obviously eliminated.