
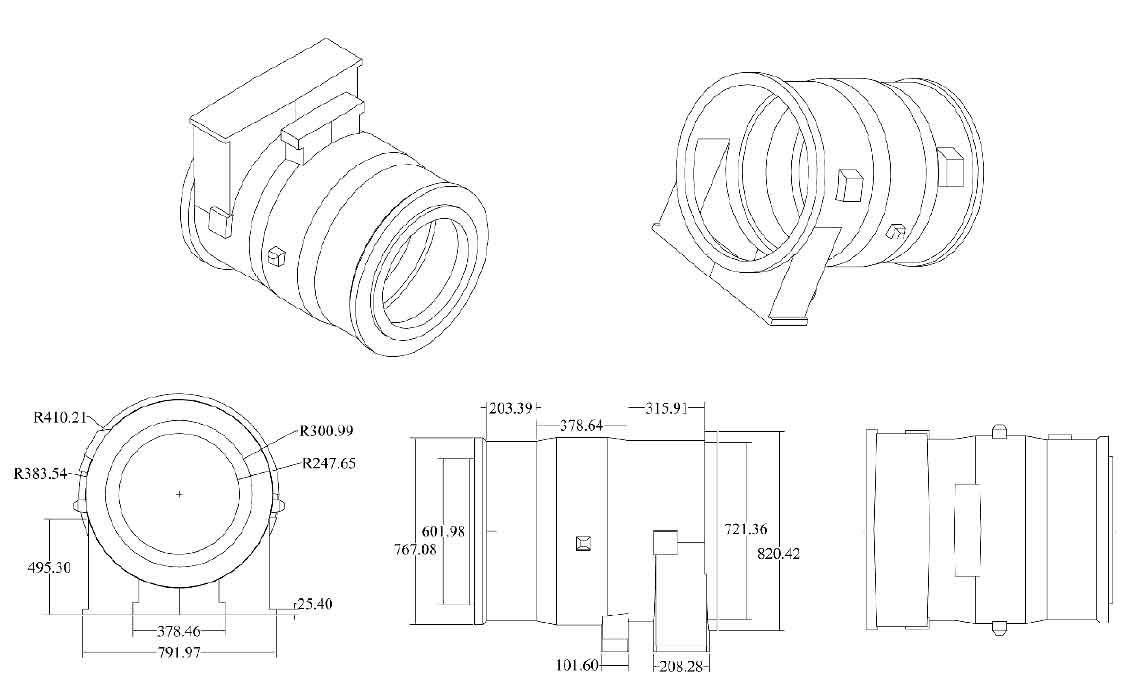
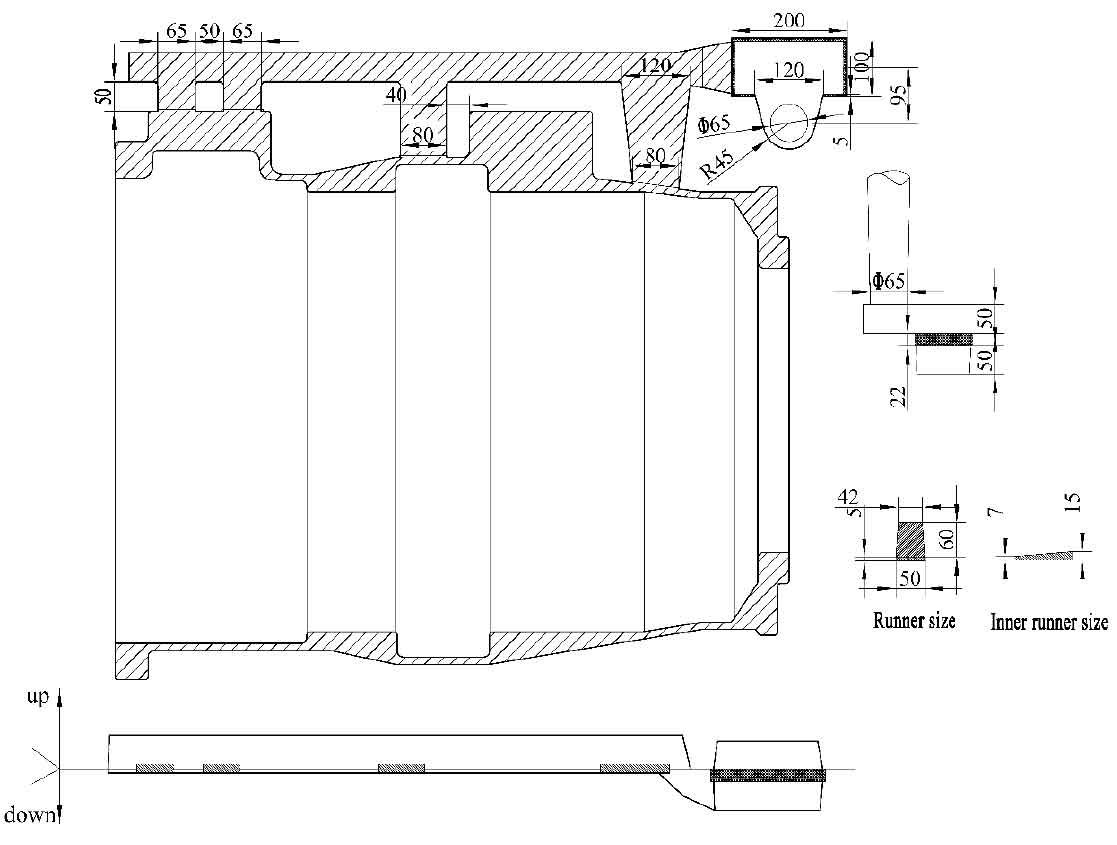
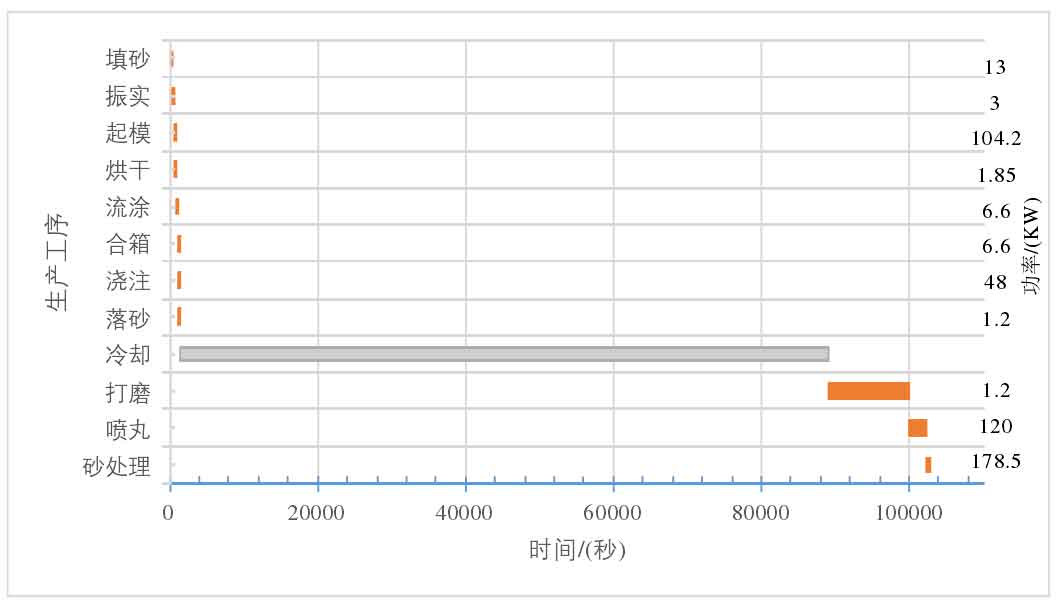
The method is simulated and verified by a case list. A sand casting enterprise produces the motor shell, and the motor shell is shown in Figure 1. The drawing comes from a domestic sand casting enterprise, which is used to produce the motor shell of central air conditioning. The customers of sand casting enterprises require that the motor shell material be gray cast iron with the brand of HT250, and the quality of the motor shell provided by the customers is 579.69kg. The recovery rate of used sand treated by the sand treatment line of sand mold casting enterprises is 96.25%. The rated power of some facilities and equipment is listed as follows: the rated power of sand mixer is 11.5kw, the power of roller table is 2.2kW, drying furnace is 104.2kw, vibrating table is 3KW, flow coater is 1.85kw, bridge mold lifting car is 6.6kw, curing agent proportioner is 1.5KW, and sand treatment line is 178.5kw. Figure 3 shows the power of the equipment, which is also from the foundry. The average thickness of the shell of the motor shell is 12.7mm. It is a large thin-wall casting, and only one is cast in each box. The design of the casting system is shown in Figure 2. The internal dimensions of the upper and lower sand boxes are 1350mm × 1250mm × 550mm, self hardening resin sand is used as molding sand, and the density of the self hardening resin sand is 1.48 g / cm3. The enterprise produces 0.1023kg pig iron, 0.4249kg recycled material, 0.5134kg scrap steel and 0.0116kg coke per kilogram of HT250 gray cast iron.
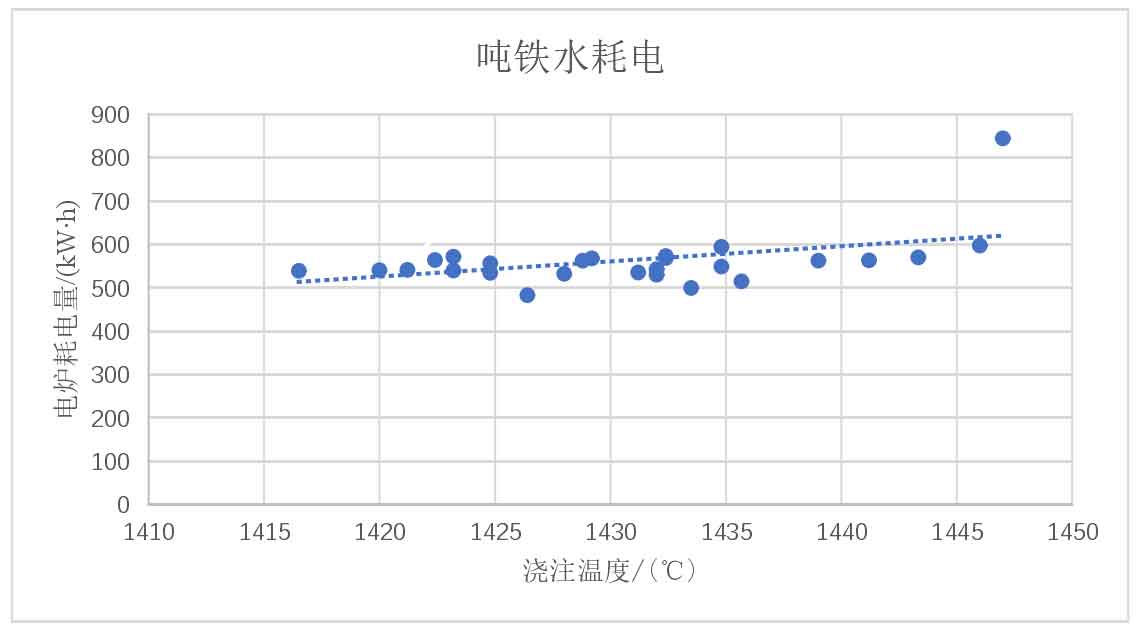
The production process of the motor shell, the time consumption of each process and the equipment power corresponding to the process are shown in Figure 3. The horizontal axis in the figure represents the process time, and the left vertical axis represents the casting process. The data comes from a domestic sand casting enterprise. The foundry adopts semi-automatic production. In addition to the cooling process, other processes have equipment to participate in generating energy consumption, and the equipment power is on the vertical axis on the right side of the figure. Figure 4 shows the power required for smelting one ton of molten iron in an electric furnace at different pouring temperatures. The data in the figure are from the historical data of the enterprise. In order to avoid the influence of human operation on the power consumption of one ton of molten iron in the process of smelting molten iron, the points near the trend line in the figure are taken as the calculation basis.
Pig iron and scrap are disposable materials, sand is recycled material, and steel shot is shared material. Upstream enterprises and foundry enterprises each bear half of the carbon emissions from scrap steel. It takes 0.0119 kW ∙ h to recover 1 ton of used sand, and 2.15 kW ∙ h to blast one ton of sand castings × 10 − 3kg steel shot, material and its carbon dioxide emission coefficient. The CO2 emission coefficient of fuel does not include the direct carbon emission generated by the use of fuel. Using the chemical reaction equation of fuel combustion, the direct carbon emission in the process of fuel use can be calculated. All carbon emission coefficients are derived from China Iron and steel Yearbook, China Iron and steel industry yearbook, GB / t2589-2008 and relevant research.
The carbon emission calculation model is used as the low-carbon target optimization model, and the machine allowance119890, fillet radius 𝑟, pouring temperature 𝑇 and mold lifting inclination 𝑎 are taken as the input independent variables.