
ZHY casting successively adopts two trial casting schemes of bottom injection and top injection to produce the complex ductile iron parts.
The gating system of lost foam iron castings generally adopts bottom injection or side injection. The reason is that in general, lost foam iron castings can realize sufficient self feeding by graphite expansion in the hard cavity under negative pressure. There is no need to consider other external feeding measures. Just fill the cavity smoothly and drive the carbon defects into the small riser, The bottom injection type can ensure the stable rise of liquid metal in the mold.
The first trial production adopts bottom pouring. Figure 1 shows the schematic diagram of bottom pouring system and riser scheme. The bottom casting scheme is relatively simple. The gating system is composed of sprue and transverse sprue. The diameter of hollow sprue is 45mm, and the top of sprue is 250mm higher than that of lost foam casting, so as to ensure sufficient metal indenter; The transverse runner is a solid foam board with a length of 110mm, a width of 50mm, and a height from 40mm to an internal gate 10mm. The self feeding process of “no (feeding) riser” is adopted, and only one 50mm size is placed at the top of the upper fork arm × 50mm × 70mm small slag collecting riser.
The trial production results show that the bottom injection type can well realize the mold filling of the lost foam casting, the surface quality of the lost foam casting is good, the performance of the lost foam casting is up to the standard, and there are no problems such as wrinkle, sand sticking and air holes. However, there is a serious internal tightness defect on the inner side of the barrel wall close to the wall socket of the lower fork arm, and the quality of the corresponding position of the upper arm of the lost foam casting is good, as shown in Figure 1, There are serious shrinkage defects at the position shown in the figure, and there are serious shrinkage defects around the two large shrinkage holes.
The failure of the first trial production shows that the self feeding mode of bottom injection can not meet the feeding of lost foam castings. The second trial production decided to adopt the scheme of the combination of top injection gating system and square concealed riser feeding. Top injection pouring is adopted, and one large riser is placed near the large hot spot of lost foam casting. In order to ensure that the pouring system does not solidify prematurely and block the feeding channel at the upper part, a central large riser is set above the sprue and at the front end of the inner sprue. Fig. 2 (left) is the schematic diagram of top pouring system and riser distribution scheme. In order to facilitate the sand filling of the middle round hole, the vertical pouring is still adopted, which is a group of two pieces. The straight sprue is connected with the central top riser. The inner sprue introduces the metal liquid into the pouring from the sides of the two arms from both sides of the top riser. One riser is set on the upper, lower and front end of the upper arm of the cylinder.
The small holes on each arm are not cast out and are subsequently machined. The top filling is fast and the temperature distribution is high and low, which can realize directional solidification. The top riser is connected with the inner sprue, which is more conducive to feeding. The side riser of the cylinder is to solve the problem of local hot spot caused by uneven wall thickness. In addition to feeding, the small riser at the front end of the upper arm plays the role of exhaust and slag collection. The section size of the internal sprue is 40mm × 40mm, the size of the central top riser is 80mm × 80mm × 170mm, the diameter of sprue is 45mm, the height is 250mm, and the dimensions of other risers are: 60mm of upper riser × 60mm × 90mm, lower riser 60mm × 60mm × 110mm, upper arm front riser 50mm × 50mm × 70mm。 The second batch of products were trial produced by top injection.

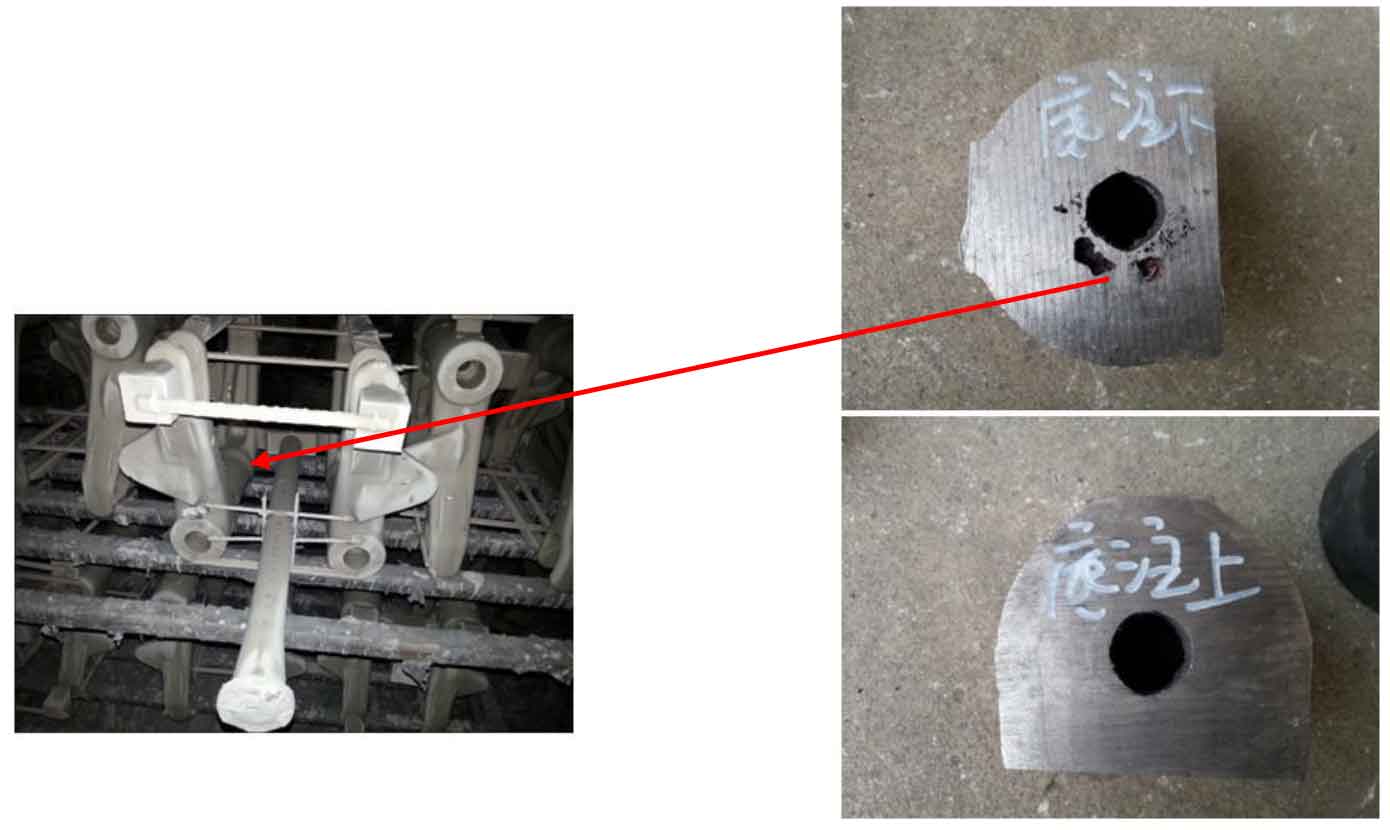
The results of the second trial production are shown in Fig. 2 and Fig. 3. Like the bottom casting, the lost foam casting has no wrinkle, sand sticking and other defects. The microstructure and properties of the lost foam casting meet the service requirements. No serious shrinkage and porosity defects are found in the lower part of the lost foam casting, but there are serious shrinkage and porosity at the inner wall of the cylinder near the upper arm socket of the long fork.
