
The distribution of physical hot spots is special and the solidification process is complex. The distribution of hot spots directly affects the solidification sequence of castings. Due to the structural requirements of the inner chamber, air duct and connecting ribs of the cylinder, the thickness of the wall is different from that of the thin wall, and the thickness of the thin wall is connected with each other. Therefore, there are many isolated hot spots and local thick hot spots in the cylinder and the distribution is complex. It is easy to appear shrinkage porosity in isolated hot spot, so process measures must be taken to realize balanced solidification; thick hot spot belongs to the final solidification position, and its reinforcement feeding measures must be studied. The main causes of shrinkage porosity are as follows:
(1) Due to the special structure of the intake cylinder casting, it is difficult to realize riser feeding.
The super thick position in the upper part of the pouring position belongs to the slow solidification part with long solidification time, so the final solidification position of this part has a great tendency of shrinkage and porosity. During the first casting process design of the intake cylinder, the guiding theory is feeding by the riser. During solidification, the molten iron at the top of the pouring position is fed from top to bottom under the action of gravity. However, due to the difference of molten iron composition, pouring temperature and raw and auxiliary materials, the feeding efficiency is very limited, and finally forming shrinkage defects.
(2) The dispersed and isolated hot spots are not conducive to the balanced solidification of intake cylinder castings.
The whole solidification zone can be regarded as many independent zones separated in the middle and later stages of solidification. There are great differences in cooling conditions and undercooling degree of molten iron among the solidification zones. These zones are solidified in a certain order. After the graphitization expansion caused by eutectic is finished, the inner space can not be supplemented by molten iron, and it is easy to form concentrated shrinkage defects at the final solidification position, According to the analysis of the actual inspection results, the defect size is irregular, and the location is concentrated in the upper stationary blade flange position of the pouring position.
(3) If the chemical composition is not set properly, the shrinkage porosity of molten iron is large.
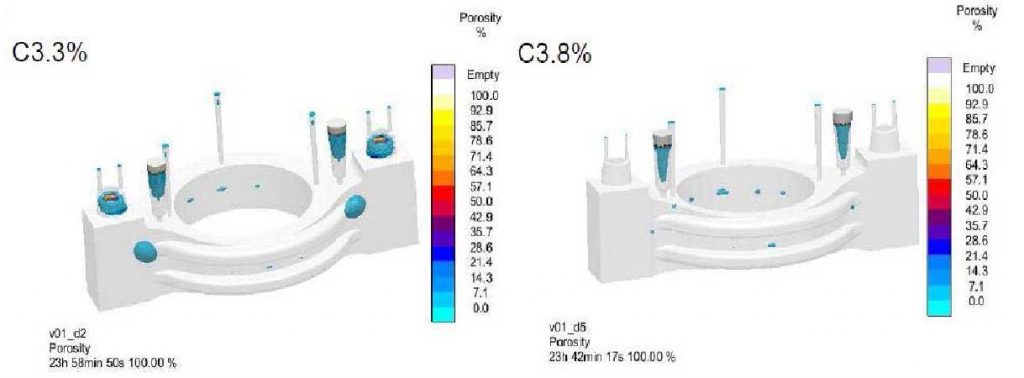
The setting of melting chemical composition is one of the core casting technologies to obtain castings with dense structure and high performance requirements. If the carbon content is too low and the molten iron is in Hypoeutectic composition, a large amount of austenite will be precipitated in the solidification process, which will greatly increase the liquid shrinkage of molten iron. If the liquid shrinkage is too large, the casting will eventually produce shrinkage cavity and porosity defects. The case study of our company on a project shows that the simulation results of shrinkage cavity and porosity defect of a casting with different C content are shown in Fig. 1. The casting with C content of 3.3wt.% finally produces serious shrinkage cavity and porosity defect in the blue area at the top of the casting, while the casting with C content of 3.8wt.% has good quality. The case study on the prevention and control of shrinkage cavity and porosity of a casting shows that when the content of C is lower than 3.5wt.%, serious shrinkage defects will occur at the top of the casting.