
Compared with the traditional sand casting, the process of lost foam casting is much more complex, so the design of gating system is still lack of theoretical basis. At present, the gating system design of lost foam casting is mostly completed on the basis of traditional casting process design and combined with the characteristics of lost foam casting, and then through the continuous improvement in actual production, a reasonable gating system form is finally obtained. The design of gating system in lost foam casting is directly related to the filling law of liquid metal. A reasonable gating system is the key factor to obtain high-quality castings.
At present, there is no final conclusion on the determination of the size of each component of lost foam casting gating system, and the research is not enough. The calculation method of sand casting can be used for reference, and the minimum cross-sectional area method introduced in the casting manual can be used to determine the size and proportion of each component of the gating system. In order to obtain a reasonable gating system, we must first determine the minimum flow blocking area according to the hydrostatic formula, and then determine the other cross-sectional area according to a certain proportion. The hydrostatics formula is shown.
Where, G is the total weight of molten metal flowing through the ingate (kg); T is pouring time (s); μ It refers to the flow loss coefficient, which can be generally taken according to the small resistance, and the iron castings are 0.04 ~ 0.06; H P is the average static head height (CM).
For medium and small pieces, the pouring time can be determined according to the following formula:
Where KT is the correction coefficient, generally taken as 0.85.
The medium weight of a single lost foam casting is 20kg, two pieces in a box, G is about 60kg and t is about 10s, μ If 0.48 and HP is 30cm, it can be calculated as follows:

For the lost foam casting gating system, it can be appropriately enlarged by 15% ~ 20%, f resistance = 9cm2, and the sprue diameter is 35mm.
After determining the choke cross-sectional area, it is necessary to determine the sprue proportion, and then determine the cross-sectional area of each sprue according to the proportion.
The closed gating system of lost foam casting can not only ensure the continuous flow of liquid metal, but also ensure that the liquid metal has a certain mold filling speed. Most researchers recommend that the proportion of each component of the closed gating system is as follows:

Professor Ye Shengping believes that the open casting system of lost foam casting can improve the bonding strength between the foam pattern and the gating system, and ensure that the operation of the mold is not deformed during transportation, vibration and so on. The recommended proportion relationship of each component is:

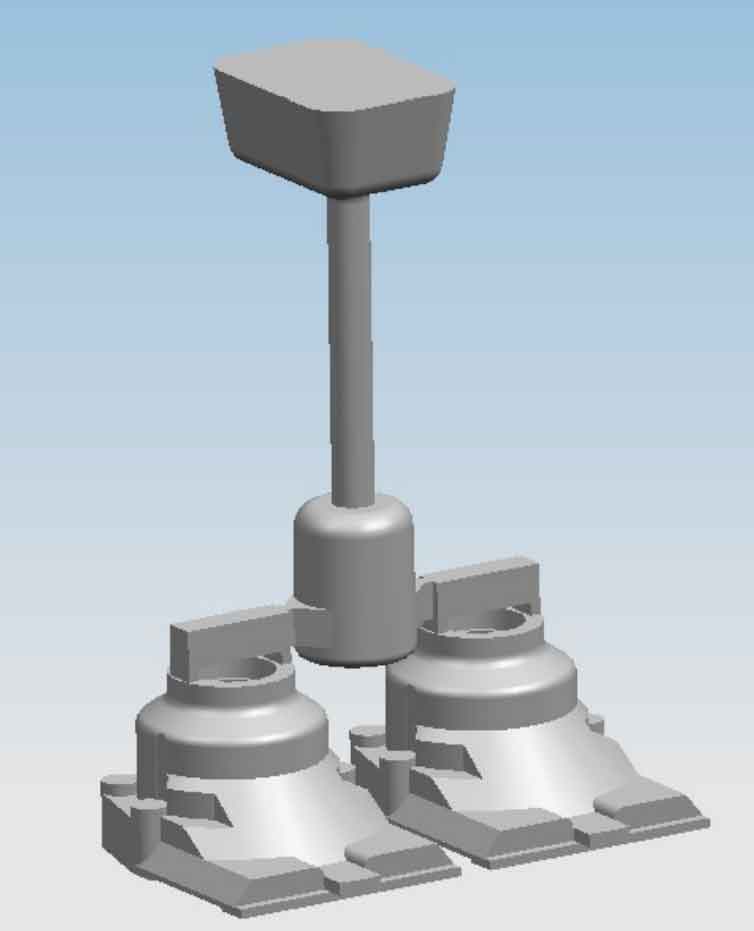
The shell casting is made of nodular cast iron, which is easy to oxidize, so the improved lost foam casting gating system adopts open gating system. The hollow ceramic tube is still used in the runner, so that the foam pattern can be burned in the runner. It can reduce the volume of gas and prevent the backflow of molten metal in the initial stage of pouring, so that the metal liquid can enter the mold quickly and smoothly. The figure shows the improved shell gating system.