
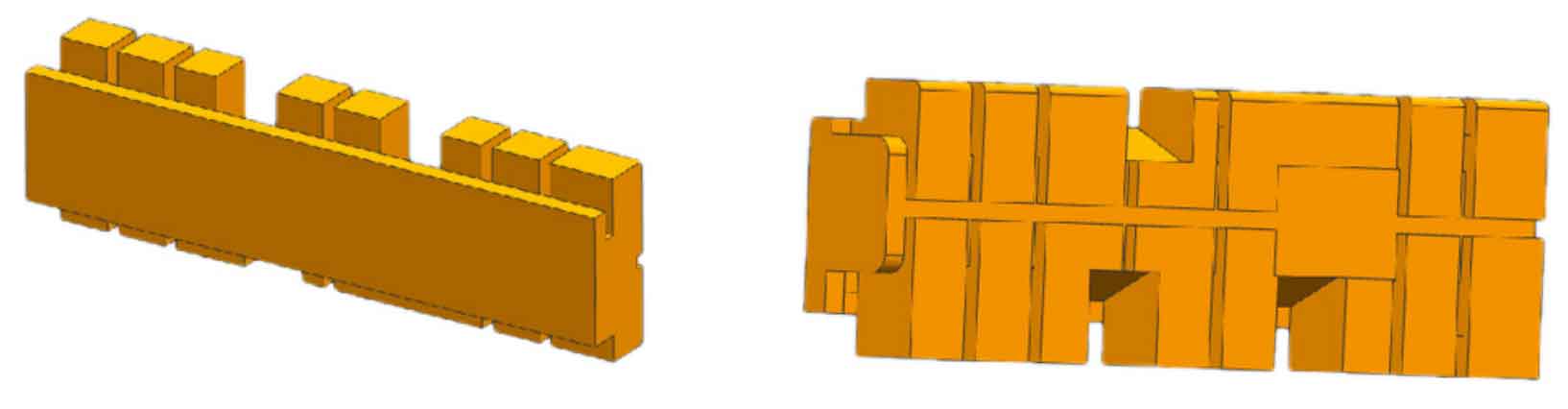
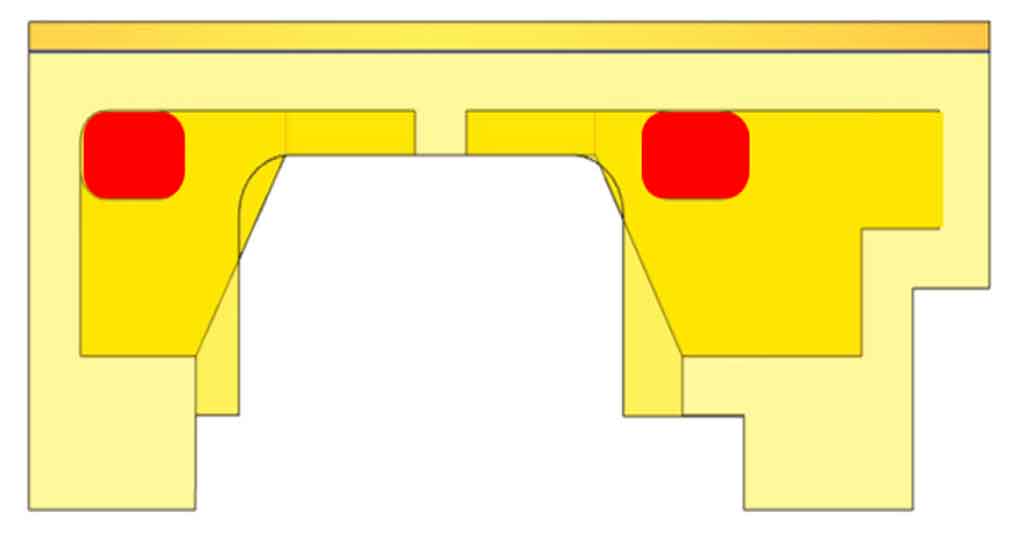
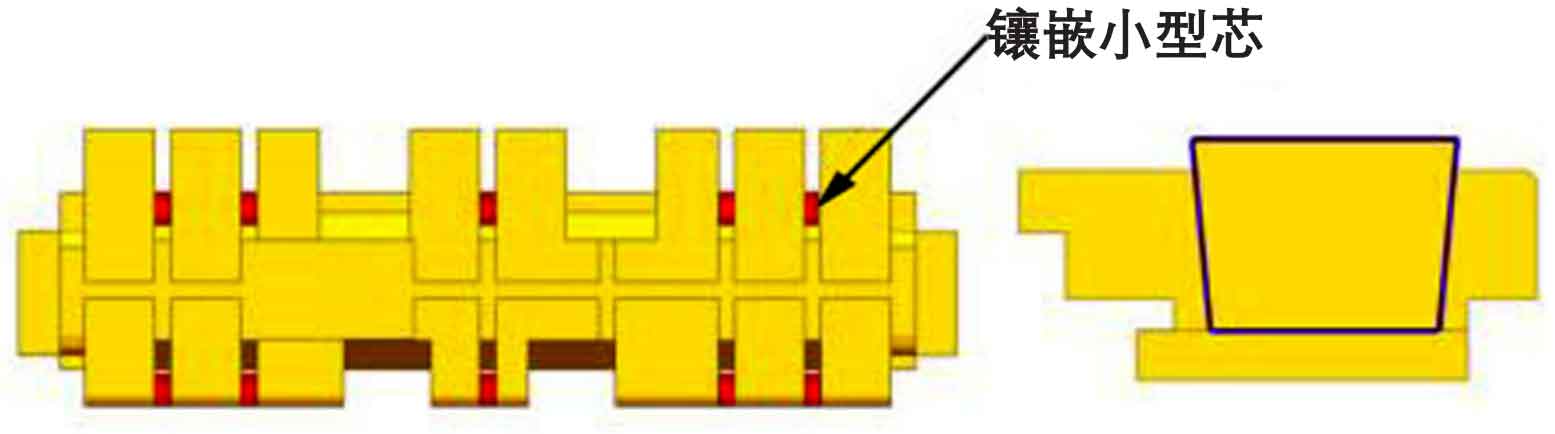
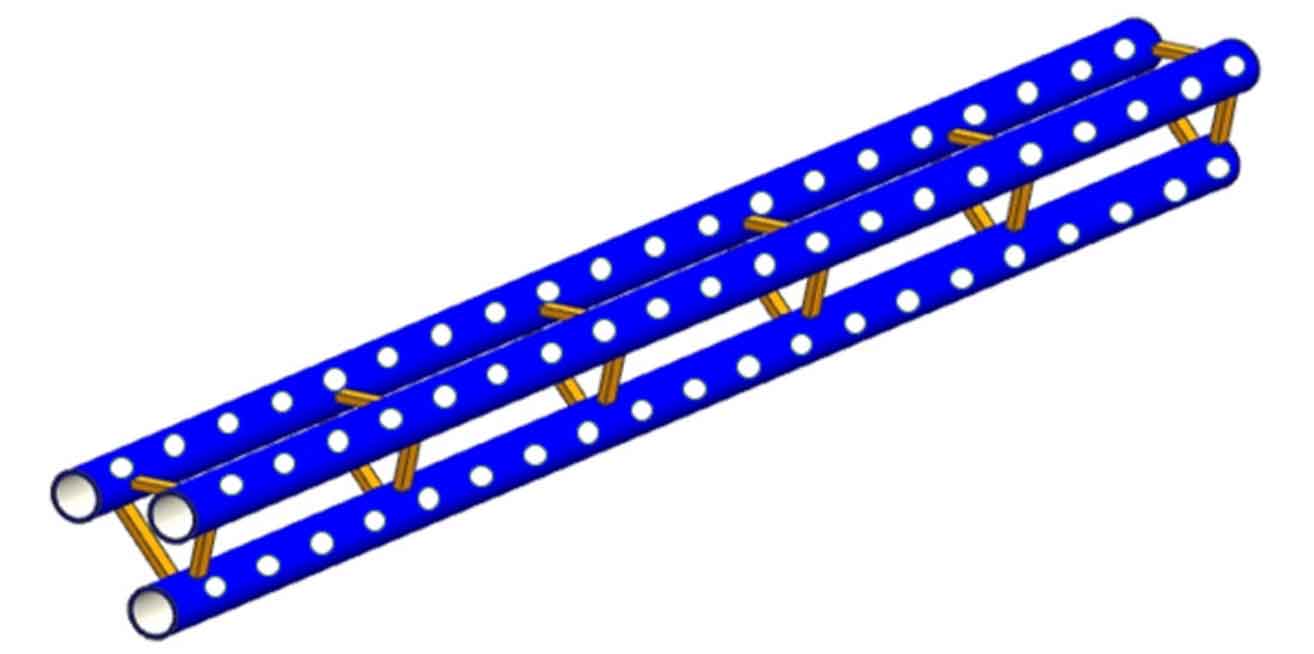
The characteristic of rotary disc sand mold casting is rectangular. The internal and external shapes of rotary disc sand mold casting are comprehensively analyzed, and it is determined that it can be inlaid with multiple sand cores. Because the inlaid small core is small, in order to ensure the positioning and fixation of inlaid small core, steel needle insertion and adhesive can be used for core splicing and fixation to prevent displacement. The main sand core of sand mold casting rotary table is shown in Figure 1; In the examples of shaded areas shown in Figure 2, small cores are used for bonding and inlay. Finally, the combined sand core is obtained, as shown in Figure 3. The area shown in the figure is inlaid with small cores. It is formed by splicing the main core of sand mold casting rotary table and small square core; Both ends of the sand core of the sand mold casting rotary disc shall be lengthened to facilitate fixation in the sand mold and avoid floating of the sand core of the sand mold casting rotary disc during pouring. In order to ensure that the sand core will not deform, crack or break during manufacturing, transportation, assembly and pouring, the core frame adopts three hollow thin steel pipes to weld the finished shape, and multiple holes are processed on the pipe wall as the core support and exhaust channel and reduce the weight of the sand mold. The shape of the core structure is shown in Figure 4. This sand casting rotary table scheme requires less core boxes, which is conducive to ensuring the accuracy.
1) A set of complete and reasonable casting process scheme is obtained by using sand mold casting method for the rotary disc produced in a single small batch. The resin sand cold core box is used for precision core assembly molding to obtain high-precision parts; Secondly, in order to ensure the convenience and safety of sand core in the process of handling, box closing and pouring, the design of sand box and core bone is adopted;
2) The inner sprue is set at the side bottom and top surface of one end of the length direction of the rotary disc sand mold casting. The method of step pouring combined with inclined pouring is easy to ensure the stable filling and reduce the overheating of the dovetail guide at the bottom; Process measures such as setting riser and placing cold iron at the highest machining surface at the top to reduce casting defects and effectively ensure the quality requirements of dovetail guide sliding surface and important positions of large plane;
3) AnyCasting simulation software is used to simulate and analyze the filling process, solidification process and shrinkage defects, and improve the scheme. The effectiveness and correctness of the design scheme are determined. The production rate of rotary disc sand mold casting is high, which reduces the production cost of rotary disc sand mold casting and improves the production efficiency.