
Figure 1 and Figure 2 show the graphite structure of HT250 and HT200 gray cast iron under the conditions of clay sand casting and lost foam casting respectively. It can be seen that under the conditions of lost foam casting and clay sand casting, the graphite morphology is A-shape whether HT250 or HT200. However, compared with clay sand casting, lost foam casting forms less A-shaped flake graphite, coarse graphite and long graphite length. Under the condition of lost foam casting, the graphite length of HT250 and HT200 gray cast iron is 0.25 ~ 0.50 μ Within m, the length grade of graphite is grade 3; Under the condition of clay sand casting, the graphite length of HT250 and HT200 gray cast iron is 0.12 ~ 0.25 μ Within m, the length grade of graphite is grade 4.
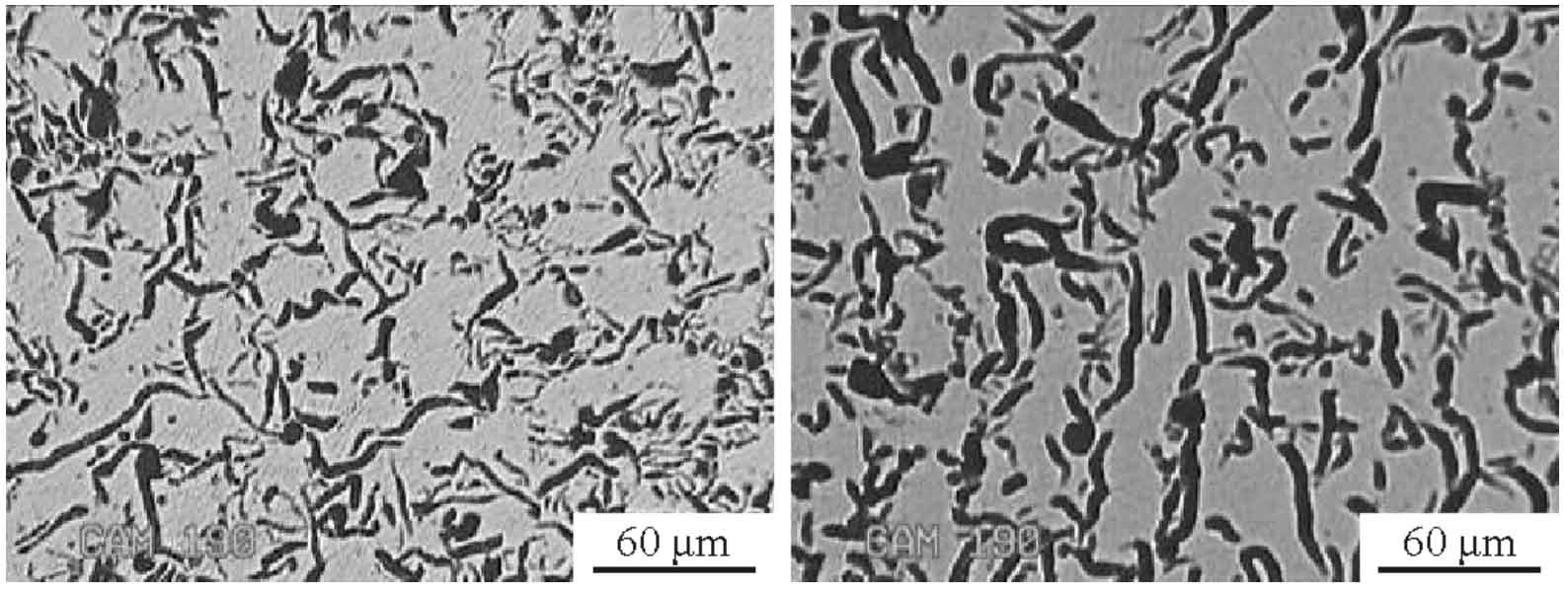
In the solidification process of gray cast iron, graphite nucleation is mainly non spontaneous nucleation. Oxides, carbides in molten iron and graphite particles that are not completely melted during carburization can become the graphite crystallization core. Its crystal growth starts from the formation of graphite crystal core and continues to bifurcate and grow.
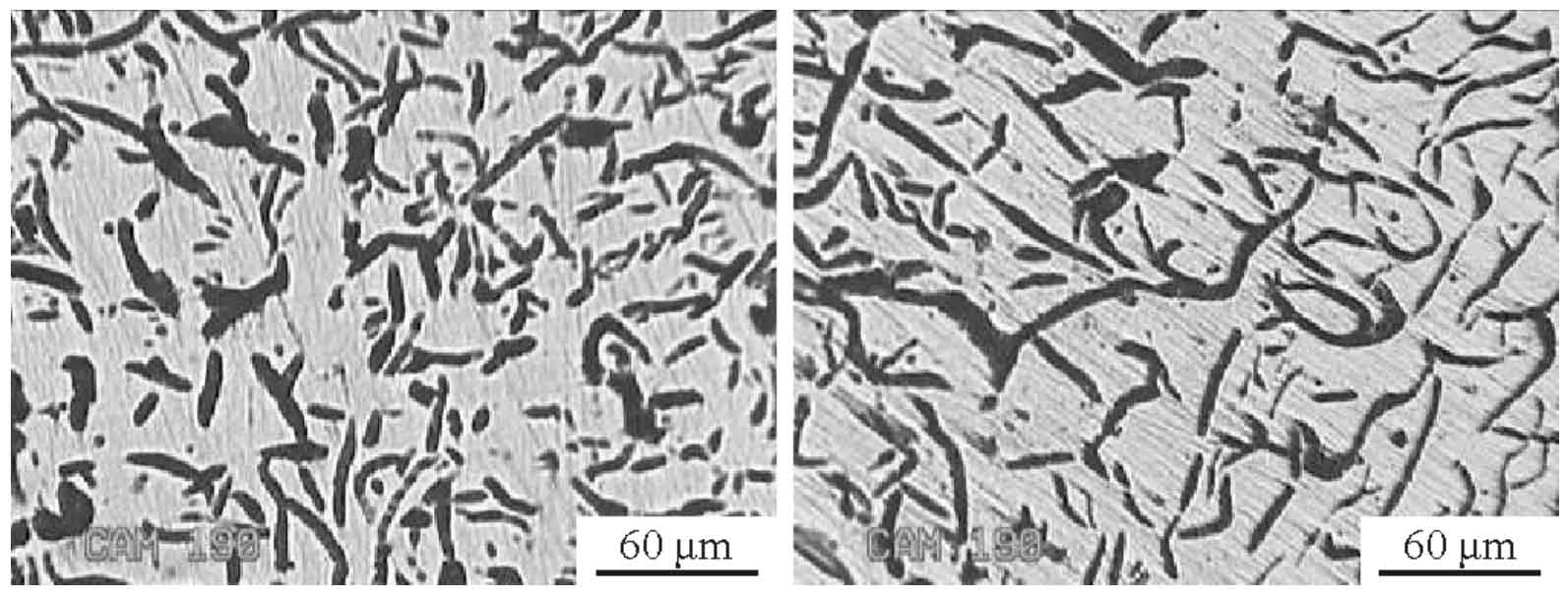
(1) Under the condition of primary graphite lost foam casting, due to the negative pressure pouring, some small particles in molten iron may be adsorbed on the outer edge of the casting, which reduces the effective nucleation and mass points of graphite in the solidification process of cast iron. In addition, lost foam casting adopts dry sand modeling, and its sand consumption is large (≥ 100mm from the edge of the sand box); when casting clay sand, the sand consumption is small, and the clay sand mold contains a certain amount of water. Therefore, during lost foam casting, the cooling rate of casting solidification is relatively slow, and the graphite crystal grows On the other hand, in order to ensure that the gas and carbon slag produced by the foam pattern can be discharged smoothly during the lost foam casting without leaving it inside the sample, high temperature pouring is needed to further promote graphitization.
(2) Secondary graphite HT250 and HT200 gray cast iron belong to hypoeutectic cast iron. During solidification, primary austenite dendrites are first produced. After primary austenite precipitates, the remaining molten iron gradually enriches carbon and transfers to eutectic point. Eutectic transformation begins with the decrease of temperature. At this time, the microstructure is austenite and eutectic graphite (primary graphite). When the solidification temperature cools to the eutectoid temperature, the austenite with supersaturated carbon content begins to precipitate secondary graphite. The precipitated secondary graphite is deposited on the original flake graphite and makes it grow continuously. Due to the small cooling rate of lost foam casting and the long time of secondary graphite crystallization and growth, coarse flake graphite is finally obtained.